Different types of block-making machines suit different output targets, site conditions, and capital budgets. Picking the wrong category costs you production time before the machine ever pays back.
Manual units, semi-automatic lines, hydraulic presses, fully automatic plants, and mobile egg-layer machines each run under distinct infrastructure requirements. Your output target, power supply, and available capital determine which category fits your operation.
Buyers who align those three factors with the right machine family recover their investment faster and run fewer unplanned stoppages across the production line.
How to Choose: The Three Decision Variables
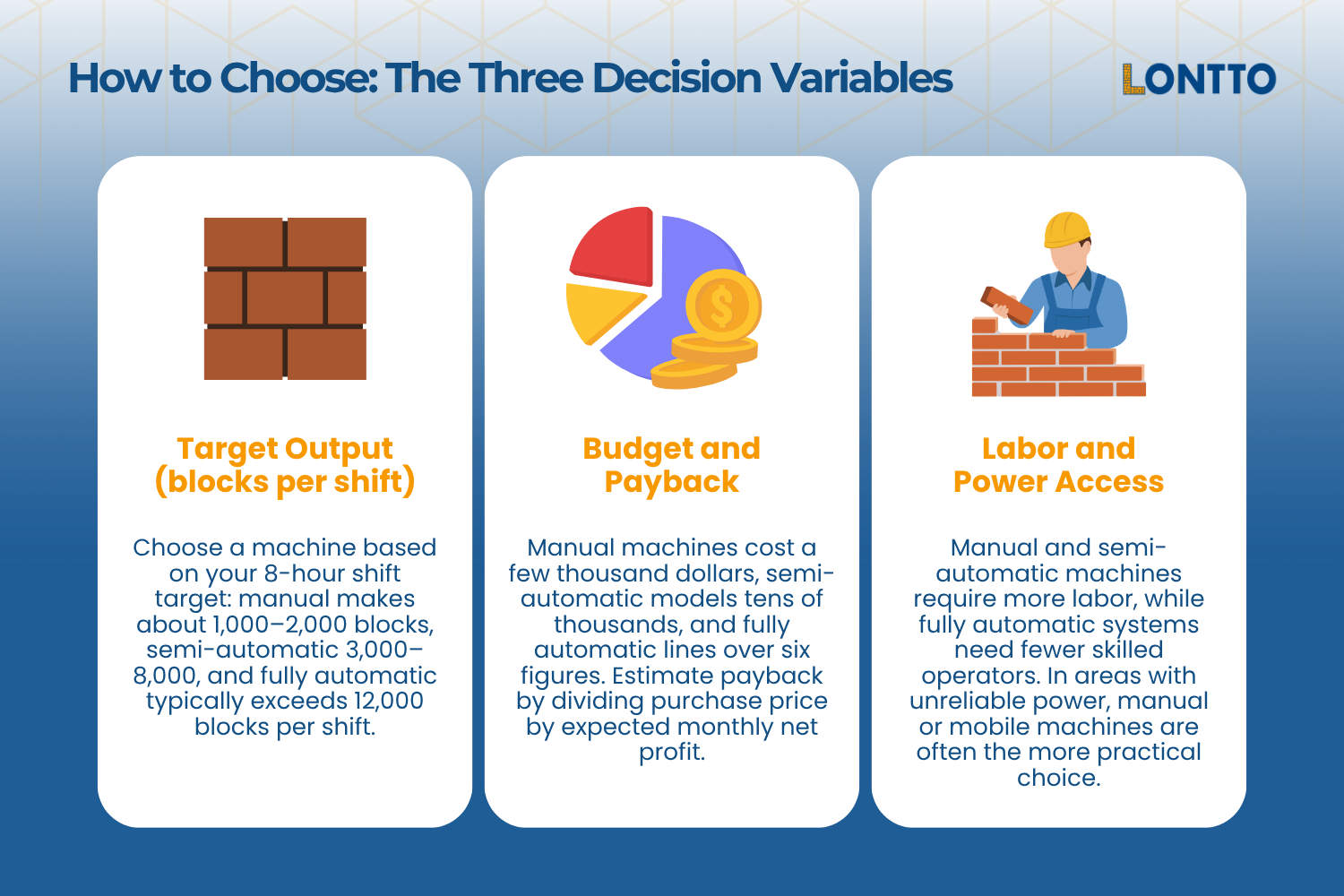
Three variables determine which block-making machine category fits your operation. Aligning all three to your site conditions gives you a machine that performs at or above its rated capacity from day one.
1. Target output (blocks per shift)
The number of blocks per 8-hour shift is the starting point for any machine selection decision. Higher production output demands higher levels of automation and more consistent power.
Output ranges differ across machine categories, so confirming your shift target before purchasing puts you in the right equipment tier before you commit capital.
Production capacity by machine category breaks down as follows:
- Manual block-making machines: Typically produce around 1,000 blocks per shift, with well-optimized teams occasionally approaching 2,000.
- Semi-automatic machines: Reach 3,000 to 8,000 blocks per shift, depending on configuration and factory size.
- Fully automatic concrete block lines: Commonly exceed 12,000 blocks per shift and can reach far higher outputs on high-capacity industrial lines.
2. Budget and payback
Entry-level manual and compact mobile machines sit in the low thousands of dollars. Semi-automatic block units and smaller hydraulic machines fall in the mid-range, in the tens of thousands. Fully automatic machines with programmable logic controller (PLC) controls and pallet-handling systems reach into the low six figures, depending on the configuration.
Payback calculation is straightforward. Divide the machine price by your estimated monthly net profit. To find your monthly net profit, multiply your net profit per block by the number of blocks you expect to sell each month after subtracting costs like labor, power, cement, aggregates, pallets, maintenance, and curing space.
Semi-automatic block machines may return investment within roughly 12 to 24 months in small- to medium-scale operations, depending on production volume, sales demand, labor rates, material costs, and local block pricing. Fully automatic machines require more upfront capital, but large plants running near capacity may recover that investment in an 18- to 24-month range when higher output and lower labor cost per block offset the purchase price.
3. Labor and power access
Semi-automatic machines require more operators because workers handle material feeding, mold shifting, and block removal, even though mixing and compaction run automatically.
Manual machines demand even more hands-on effort per block because no stage of the process can run without operator input. Fully automatic lines need fewer but more skilled staff, typically one or two technicians per shift who manage PLC systems and hydraulic diagnostics.
Where grid power is unreliable, manual block-making units and mobile machines are more practical than automatic systems that need stable three-phase electricity. Remote and rural on-site production sites favor portable machines that cast blocks directly on the ground and avoid dependence on conveyors and powered curing racks.
Block Making Machines Comparison at A Glance
Output capacity, power demand, and labor requirements vary across every machine category. Aligning all three to your site conditions before buying puts you in the strongest position at the point of purchase.
| Type de machine | Typical Output (blocks/8-hr shift) | Power requirement | Typical labor per shift | Mobilité | Best suited for |
|---|---|---|---|---|---|
| Manuel | ~500–2,500 | None to low | 2–4 workers | Stationary | Micro startups, rural sites, very small block yards |
| Semi-automatique | ~3,000–8,000 | Low to medium | 2–3 workers | Stationary | Small block yards with steady demand |
| Hydraulic (stationary) | ~5,000–15,000 | Medium to high | 3–4 workers | Stationary | Medium yards, pavers, load-bearing blocks. |
| Fully automatic | 10,000 to 30,000+ | High, stable three‑phase power | 3–5 skilled operators | Stationary | Large commercial plants and regional suppliers. |
| Mobile / egg‑layer | 1,000 to 5,000 (higher on some industrial models) | Low to medium (electric or diesel) | 2–4 workers | Mobile (no pallets) | On-site, remote, rural markets. |
Manual Block Making Machines
A manual block-making machine uses hand-operated levers or mechanical linkages to compact a concrete mix into molds. Every stage of the pressing and ejection process requires operator input, which means production requirements vary more across shifts than with any automated category.
Output, labor, and power needs
One or two operators on a manual unit typically produce up to 1,000 blocks per shift. Well-optimized teams in good conditions can occasionally reach close to 2,000. Two to four workers per shift handle mixing, mold loading, and block handling, making manual machines inherently labor-intensive.
Manual units operate without automated feeding, cycling, or pallet handling, which is what makes them manual regardless of auxiliary equipment on site. Many manual block machines include a small electric vibrator motor, typically one to two horsepower, built into the frame to assist compaction. The operator still loads molds and ejects blocks by hand throughout each cycle.
A separate diesel-powered mixer often prepares concrete batches on off-grid sites, with operators shoveling or wheeling the mix to the block press. Running costs stay low because maintenance covers basic cleaning, lubrication, and wear-part checks on molds and levers.
Block types and typical applications
Manual machines produce standard concrete blocks, including blocs creux and solid block formats, when fitted with the correct mold set.
Common applications include residential walls, low-rise commercial structures, and local masonry work where affordability matters more than dimensional precision. In many developing regions, small-scale manual production reduces transport costs and allows operators to adjust mix designs to match locally available aggregates and cement supplies.
When a manual machine makes sense
Manual machines suit buyers with very limited startup capital, modest daily demand, and access to affordable labor. New operators can enter the block business without significant financial risk, particularly on rural sites without reliable grid power.
Output potential on manual machines is tied directly to operator consistency. Ideal buyers include micro-yards, community construction projects, and contractors who need on-site production for small jobs rather than a continuous high-volume supply.
Semi-Automatic Block Making Machines
A semi-automatic block-making machine automates mixing, vibration, and compaction but keeps workers in the loop for material feeding, mold shifting, and block removal. The category lies between manual operation and full robotic automation and covers a wide range of factory configurations.
Production capacity and workflow
Smaller semi-automatic block-making machines produce 2,000 to 3,000 blocks per shift. Larger factory setups reach 6,000 to 8,000 blocks per shift, with output determined by mixer size and vibration cycle speed. The worker efficiency in moving pallets off the line also influences final throughput.
The workflow across semi-automatic configurations follows a consistent sequence:
- Material loading: Operators feed aggregates and cement into the mixer at the start of each batch cycle.
- Automated compaction: The machine handles dosing, hydraulic pressure, and vibration without manual input between cycles.
- Block removal: Workers move demolded blocks to curing areas while the machine resets for the next cycle.
Consistent quality across a shift depends on maintaining stable material ratios and monitoring vibration settings between batch runs. Variations in either factor show up as density differences across finished blocks.
Labor requirement and power supply
Semi-automatic machines require two to three workers per shift to handle raw materials, monitor controls, and move pallets. Manual yards running comparable output levels typically require significantly more operators, so the labor reduction is meaningful even without full automation.
Low to medium electric power drives the mixers, vibrators, and hydraulic pumps on most semi-automatic block-making machines. Stable power delivery keeps compaction cycles consistent and protects the output gains that justify the investment over manual alternatives.
Best-fit use cases for semi-auto
Semi-automatic block-making machines suit small and mid-size block yards with steady but moderate demand, including regional housing projects and municipal supply contracts. A growing business can double or triple output compared to manual methods without the capital commitment required by full automation.
Many startups choose semi-automatic block-making machine configurations as a scalable entry point, then add molds or auxiliary equipment as demand increases. Good grid access or a reliable generator is a baseline requirement before committing to any semi-automatic configuration.
Hydraulic Block Making Machines
Hydraulic block-making machines use high-pressure cylinders to compact the concrete mix into molds, producing denser blocks than vibration-only systems achieve. Greater compaction pressure improves surface finish and dimensional accuracy on load-bearing blocks and paver units.
Block yards supplying structural and paving applications favor hydraulic systems because consistent pressure cycles translate directly into consistent block quality across every production run.
Output and block quality
Hydraulic machines typically reach 5,000 to 15,000 blocks per shift in mid- to high-capacity configurations, depending on automation level and model. Hydraulic pressure combined with vibration improves density and consistency across finished blocks compared with purely manual or low-pressure compaction methods.
Operators running hydraulic systems supply high-strength hollow blocks, solid block units, and interlock pavers that withstand traffic loads and weathering. Consistent pressure cycles maintain tight dimensional tolerances, which improve block quality and stacking accuracy for masonry applications.
Power, maintenance, and skill level
Hydraulic machines draw medium to high power because pumps, motors, and vibration systems run continuously during the production process. Operators must confirm adequate electrical capacity before commissioning a hydraulic line, particularly in plants running multiple shifts.
Maintenance covers hydraulic oil levels, seals, hoses, and valve condition, plus regular vibrator and mold inspections. Staff need more technical capability than manual operators because pressure faults and sensor errors must be identified and corrected quickly to protect block quality.
Ideal applications
Hydraulic presses suit manufacturers supplying paver blocks and interlocking units to road contractors, industrial facilities, and commercial construction sites. Contract specifications for those projects typically require tight dimensional tolerances and long service life, and hydraulic compaction delivers both.
Manufacturers supplying certified load-bearing blocks or export-standard paver products treat hydraulic presses as a baseline production requirement. Block molding under consistent hydraulic pressure reduces the reject rate on high-volume contracts and protects margin.
Fully Automatic Block Making Machines
Un entièrement automatic block-making machine integrates material feeding, mixing, block molding, curing logistics, and palletizing under PLC control. Human intervention drops to supervision and quality monitoring rather than active production handling.
Maximum output and automation benefits
Modern fully automatic concrete block lines produce around 1,500 blocks per hour. Factories running multiple shifts at full capacity achieve very high daily outputs. PLC control covers every stage of the production process, with no manual intervention between cycles.
Automation at this tier delivers measurable gains across four production variables:
- Throughput: On high-end lines, fully automatic systems deliver several times the output of typical semi-automatic machines running equivalent shift hours.
- Dimensional accuracy: Advanced PLCs hold block tolerances tighter than manual or semi-automatic compaction methods.
- Material efficiency: Precise dosing per batch reduces waste per block across large-scale production runs.
- Labor cost per block: Reduced headcount per shift lowers unit labor costs as daily volume increases.
Power, space, and staffing requirements
Fully automatic machines demand stable three-phase power, often around 15 kW or more, depending on scale and auxiliary equipment. Floor space requirements cover mixers, automatic mold systems, curing racks, conveyors, and forklift access lanes for pallet handling.
Staffing typically runs three to five skilled operators and technicians who supervise control panels and manage production line inputs. PLC training and familiarity with compression testing standards are prerequisites for a fully automatic plant to run at target efficiency.
When a fully automatic line pays off operationally
A fully automatic block-making machine pays off when daily demand stays consistently above 10,000 to 15,000 blocks per day across multiple shifts. Large regional suppliers, industrial plants, and government infrastructure projects benefit most from high production output and low labor costs per block.
Large-scale production buyers can recover their investment within 18 to 24 months by running 24-hour production cycles. Fully automatic machines suit companies with strong financing and reliable power infrastructure, particularly those with established sales volume past the early-stage growth phase.
Mobile And Egg-Laying Block Machines
A mobile or egg-layer block machine travels across a prepared casting surface and produces blocks directly on the ground. Mobile block machines remove the need for pallets and serve markets where transporting factory-made blocks is expensive or impractical.
How mobile and egg-layer machines work
Mobile machines carry molds and vibration systems on a wheeled frame. Operators feed concrete into the machine, which compacts concrete blocks in place on the casting surface. Once a row is set, the machine advances and lays the next row, which is the origin of the egg-layer name.
Because blocks cure in place on the casting area, producers avoid pallet costs and the conveyor infrastructure required by stationary plants. Some mobile models incorporate semi-automatic block controls and hydraulic vibration while remaining fully transportable between sites.
Output, power, and site requirements
Mobile block machines typically deliver 1,000 to several thousand blocks per shift in standard configurations, while industrial mobile models can deliver significantly higher outputs. Power may come from portable generators or diesel engines on remote sites, while electric motors suit locations with grid access.
Sites need a flat, compacted casting surface with enough space for curing rows and access to cement, aggregates, and water near the production line. Layout planning is important because the mobile machine must advance without damaging the fresh blocks left behind in the casting area.
Best for remote and on-site projects
Mobile block machines suit remote or rural projects where transporting factory-made building materials can add to costs and logistical complexity. Contractors can bring the machine directly to road projects, housing estates, or village developments and produce concrete blocks on demand.
Egg layer block machine units also work well for flexible small- to medium-scale yards serving multiple sites or seasonal projects. Across Africa and Asia, on-site production with mobile machines reduces logistics dependency and removes the need for a permanent powered factory.
Stationary vs. Mobile: Which Is Right For Your Site?
The choice between a stationary vs. mobile block machine comes down to where your biggest cost pressure sits. Fixed plants suit continuous high-volume supply. Mobile setups bring production output directly to dispersed or remote job sites.
How stationary and mobile setups differ
Stationary plants keep machines fixed in a yard or factory, with finished blocks moved via pallets or forklift equipment to curing and storage areas. Mobile setups move the machine to the casting site, cutting internal transport steps and removing dependence on pallet infrastructure.
Stationary setups support higher levels of automation and tighter integration of mixing and curing systems. Mobile systems trade some automation capability for flexibility and proximity to the production requirements of dispersed or remote projects.
Yard layout, power, and curing space
Stationary yards need planned layouts that cover raw material storage, mixer positioning, machine lines, and curing racks, along with stable power distribution across the facility. Covered or controlled curing spaces protect block quality and reduce cracking caused by uneven drying conditions.
Mobile sites manage curing in the field, often with basic shading or coverings rather than enclosed chambers. Power may come from portable generators or diesel engines. The aggregate staging must stay close to the mobile machine to limit manual handling between batch cycles.
Quick stationary vs. Mobile snapshot
Stationary machines suit producers running continuous block yards with long-term local demand, reliable electricity, and plans to scale automation levels over time. Higher ultimate capacity and tighter control over curing conditions make fixed plants the stronger choice for large-scale production contracts.
Mobile block machines suit contractors and small producers who move between sites or serve dispersed rural markets. Key differences in transport cost savings and site flexibility often make mobile machines the stronger choice for contractors working in remote markets.
Road access and logistics infrastructure in those markets make on-site block production more practical than trucking factory-made blocks to the job site.
Matching Machine Type To Business Scale
Micro-startups and community projects with limited capital to start with manual or small-scale mobile machines that need minimal power and basic operator training. Small-scale yards with growing demand move to semi-automatic block-making machines or compact hydraulic units that balance investment against production output and block quality requirements.
Medium and large commercial plants supplying regional markets or government infrastructure move to high-capacity hydraulic lines. Fully automatic block-making machine configurations at that scale tie into well-planned stationary yards with dedicated mixing and curing systems.
Aligning output targets, budget, labor availability, and power reliability with the right machine family determines whether your block production investment pays back on schedule.
Find the Right Machine for Your Operation
Lontto supplies manual, semi-automatic, hydraulic, fully automatic, and mobile block-making machines engineered for commercial block production across Africa, Asia, the Middle East, and Latin America.
Whether you’re commissioning a small-scale operation or scaling a high-capacity production line, the right machine starts with your shift output target and production requirements.
Contactez Lontto aujourd'hui to get a quote on the right block-making machine for your operation.
Types of Concrete Block Making Machines FAQs
How many product types can one block machine handle?
Many industrial machines support multiple mold sets, so one production line can run hollow blocks, solid units, and pavers with planned mold changes between runs. Switching molds on a well-configured line takes a fraction of the time required to commission a separate machine for each block type.
Do different block machines need different curing setups?
High-output stationary lines pair with controlled curing rooms or racks to maintain consistent strength across large production runs. Smaller and mobile setups rely on open-yard curing with basic shading and regular watering routines, which works well in warm climates with stable temperatures.
Can one plant mix manual and automatic machines?
Yes, some plants run a fully automatic line for core products and keep manual or semi-automatic stations for custom sizes and low-volume specialty orders. Splitting production that way gives manufacturers flexibility without committing a high-capacity line to low-volume work.
How important is factory layout for machine performance?
Aligning raw material flow, machine placement, curing space, and finished stock areas around your chosen machine type keeps rated capacity achievable in daily operation. A poorly planned layout creates bottlenecks at the mixer or curing stage, reducing actual output well below the machine's rated figure.
Do standards or certifications affect machine choice?
Manufacturers targeting structural specifications or export contracts select machines compatible with formal compression-testing protocols so their blocks meet specific national or project standards. Equipment that supports documented quality control processes makes it significantly easier to win and retain contracts in regulated markets.
Retour en haut de la page : Types of Concrete Block Making Machines: Manual, Semi-Auto, Hydraulic & Fully Automatic Compared (2026)

Parlez à notre Expert en machines à briques
Contactez dès aujourd'hui notre équipe sympathique pour obtenir une estimation du prix d'une machine à blocs.

Je m'appelle Chao Zhang et je travaille dans l'industrie de la fabrication de briques depuis plus de 10 ans. J'ai une connaissance approfondie et des recherches sur différents modèles de machines de fabrication de blocs, en particulier les machines automatiques à fabriquer des briques, les machines à fabriquer des blocs de béton, les machines à fabriquer des blocs de terre comprimée, les machines à fabriquer des briques d'argile, les machines à fabriquer des briques de ciment. J'ai une connaissance particulière de ce secteur. Je peux aider mes clients à choisir la machine à briques appropriée et les assister dans la conception et la construction d'une usine de production de briques. Si vous voulez tout savoir sur les machines à fabriquer des briques, n'hésitez pas à me contacter. Je me ferai un plaisir de vous aider.