In many brick and block plants, manual equipment or relay-controlled machines produce uneven quality and costly scrap. Uneven mixing and poor compaction reduce consistency and then slow cycles limit throughput across each shift.
A labor-dependent operation may increase downtime due to operator error or fatigue. A programmable logic controller (PLC) reduces that instability with precise automation and repeatable machine response. The PLC governs batching and vibration, then manages pressure and timing through a defined control programme.
Built-in logic maintains uniform output and supports safer operation during production. Modern PLC systems connect with Human-Machine Interfaces (HMIs), giving operators a screen-based view of live pressure or temperature during each cycle. Human-Machine Interfaces let plant teams change product recipes for different brick types without replacing machine hardware.
What is a PLC Controller?
A programmable logic controller (PLC) is a rugged digital controller built for industrial automation. The PLC operates reliably in dust-filled environments and in the presence of electrical noise. During each scan cycle, the system reads input from a sensor, processes stored logic and then sends output to machine devices.
A millisecond response keeps machine actions accurate throughout each production step. Software-based logic lets the controller run a revised programme without rewiring. The PLC consistently manages interlocks and emergency stop functions.
An HMI interface then displays live status and diagnostic data, enabling operators to make faster decisions during production and to achieve more reliable machine oversight.
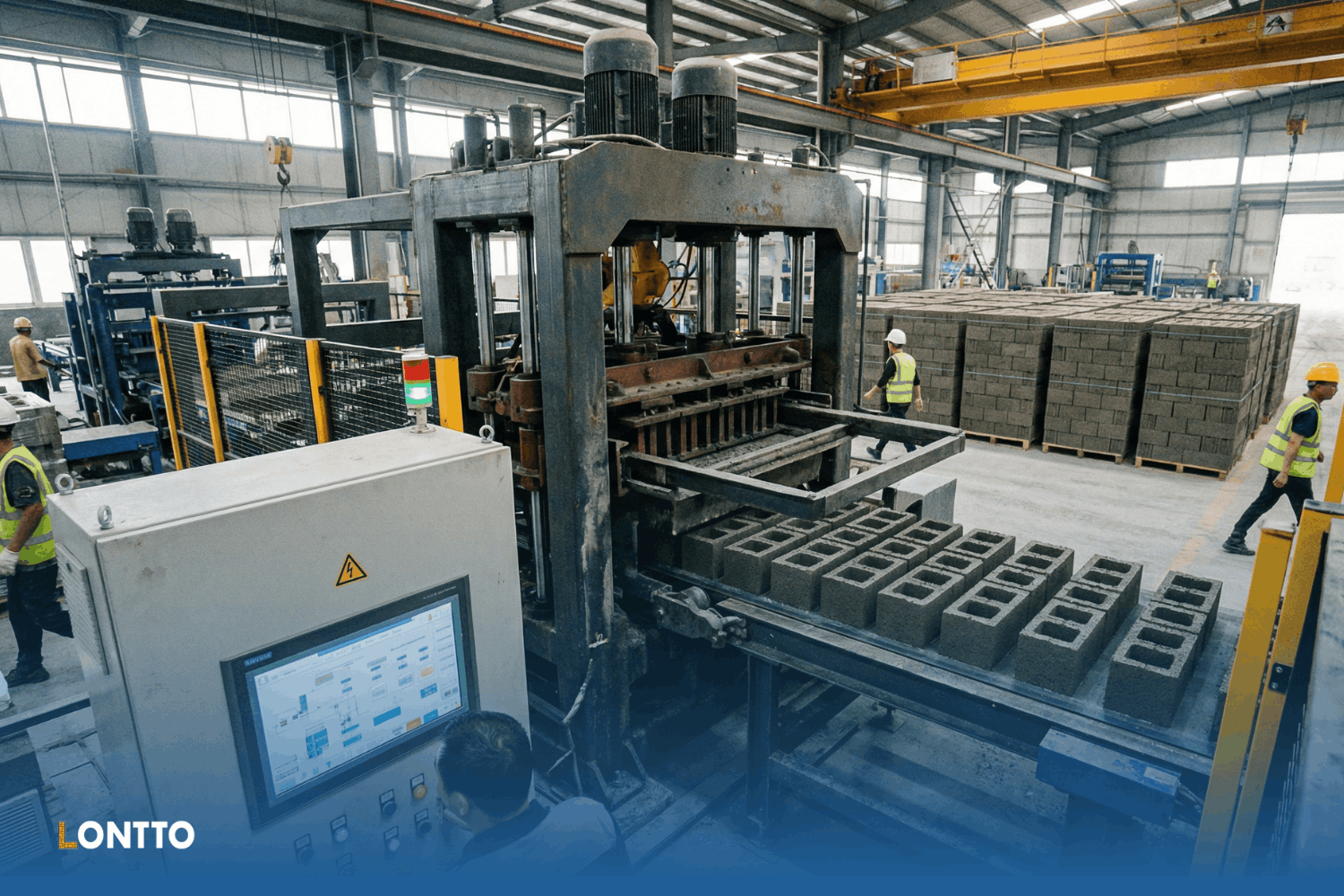
Inside the Brick Machine Control System
Inside a полностью автоматическая блочная машина, the PLC controller serves as the central controller between field devices and the operator interface.
The PLC controller reads each input, executes stored logic and then sends output signals across the machine through a defined programme. Each control action links one production stage to the next without timing drift or missed motion.
- Batching and mixing: The controller manages gates, weigh hoppers, water dosing, mixer timing and discharge.
- Feeding and mold filling: The PLC operates the feeder path and maintains even material distribution into the mold.
- Vibration and hydraulic pressing: Stored logic sequences pre-vibration, main vibration, press descent and pressure hold.
- Demolding and handling: The programme lifts the mold, actuates the ejectors, indexes the pallets and runs the conveyor transfer.
- Operator layer: The HMI displays alarms, cycle progress and setpoint changes for live machine supervision.
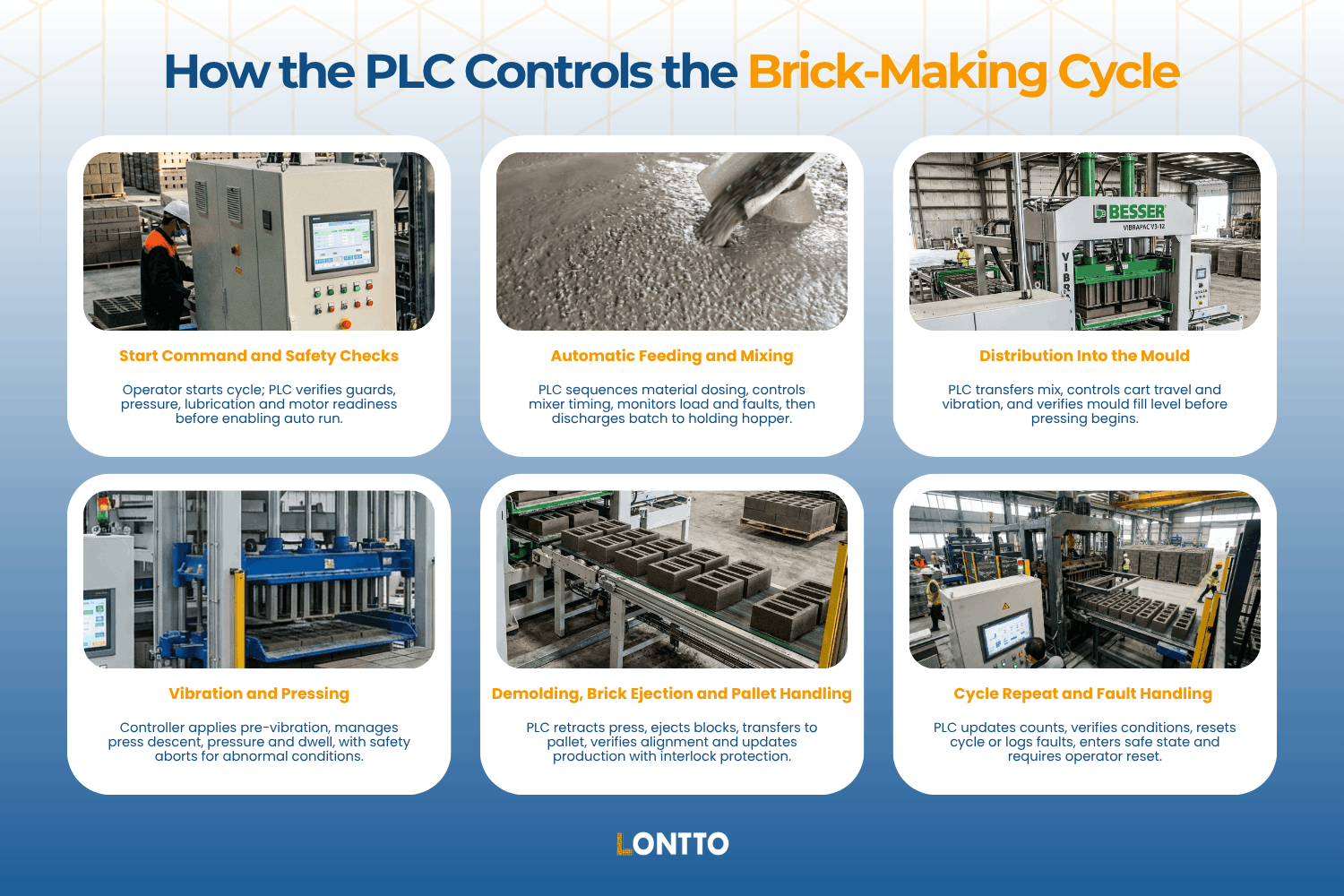
Step-by-Step: How the PLC Controls the Brick-Making Cycle
In a hydraulic concrete or fly ash block machine, the PLC control system automates the full production cycle. The system verifies sensors and enforces interlocks. Precise timing keeps each action aligned. You get uniform blocks with lower scrap and downtime.
Start Command and Safety Checks
The operator selects the recipe on the HMI, then presses Start to begin the automatic cycle. The PLC controller receives the command and checks each permissive before enabling motion. Guard switches must show closed status, hydraulic pressure must stay above the minimum threshold and the lubricant level must read safe.
Motor feedback confirms every required drive is ready. If any condition fails, the programmable controller blocks the cycle enable bit and displays a clear alarm on the screen. When all checks pass, the automation controller sets Master_Run, enables auto mode and prepares the PLC hardware for the next sequence.
Automatic Feeding and Mixing (If Integrated)
The PLC controller opens aggregate gates in sequence and watches the weigh hopper load cells against each target value. Screw feeders or rotary valves dose fly ash and cement, then metered water follows through flow signals or timed pumps.
Stored control logic starts the mixer motor and holds the run time to the recipe setting. Motor current stays under the overload limit during mixing. After the batch is ready, the controller opens the discharge gate to the holding hopper.
A level sensor confirms empty status before gate closure. Weight errors or mixer stall faults stop the sequence and trigger an alarm immediately.
Distribution Into the Mould
The feed sequence starts when the holding hopper transfers the mix to the machine hopper through a skip hoist or belt conveyor. The PLC controller receives the level status from the input devices and starts the cart traverse drive.
Auxiliary vibration supports an even spread across the mould cavities during each pass and position feedback confirms cart travel. Fill verification checks whether cavities reach the required threshold before pressing.
The distribution stage remains under PLC control until the mould reaches at least 95% fill. Low hopper level or a cart jam stops motion and holds the cycle. The HMI shows alarm status for operators.
Vibration and Pressing
The programmable controller begins pre-vibration at low frequency to settle the mix before pressing starts. It lowers the press head through hydraulic cylinders, with proportional valves controlling descent speed and head position.
The main vibration starts only after the lock signal confirms full press engagement. A pressure transducer sends information to the PLC controller and the system holds the target pressure for the programmed dwell time.
The PLC control system aborts the press if pressure rises too slowly or spikes beyond the safe limit. Safe retract logic then lifts the head and stops vibration before posting an alarm for operator response during the cycle.
Demolding, Brick Ejection and Pallet Handling
After pressing ends, the micro PLC controllerstops vibration and retracts the press head until the upper limit switch confirms full return. Ejector cylinders or stripper beams then push the green blocks clear of the mould.
A transfer mechanism moves the blocks onto the waiting pallet and the pallet index advances through the production line. Pallet sensors verify alignment before the next motion and counters update production totals inside the industrial computer.
The programming software maintains interlocks for press-up status and jam checks. Missing pallets or ejector stall faults stop the machine and trigger operator alarms during automatic cycle recovery sequences.
Cycle Repeat and Fault Handling
At the end of each cycle, the PLC controller increments the counter and updates the HMI production display. The controller checks the hopper status, confirms stable hydraulic pressure and verifies that no active alarms remain.
When conditions stay clear, PLC programs reset the machine to the batching step or hold for a new start command. Fault routines monitor actuator timeouts, analog deviation and sensor plausibility through the full sequence.
On fault, the machine enters a safe state, logs the code with a time stamp and posts a clear HMI message for monitoring and control. After correction, operators complete the formal reset through the HMI so the sequence can resume.
In clay brick plants, control priorities shift:
- Extruder speed: The PLC controller regulates screw output through the forming stage.
- Vacuum pressure: The controller maintains closed-loop pressure control before shaping.
- Cutter timing: The system synchronizes cuts for consistent brick length.
- Transfer timing to dryer or kiln cars: The sequence controls movement after cutting.
PLC Logic: From Inputs to Ladder Logic
Inside the machine program, ladder logic and function block methods organize the cycle into clear operating states. A modular PLC can run the same sequence through a structured routine, then hold each phase until field conditions prove the machine is ready.
Most plants build that sequence within a defined programming environment using dedicated software. Each rung or block supports reliable industrial applications where timing, position and pressure must remain aligned throughout every cycle.
- Start and stop latch: The run status seals in after Start and the automation controller releases the latch on Stop, an emergency stop, or a major fault.
- Step sequence: A function block diagram or rung sequence moves the machine from feed to fill, then press to demold after confirmation from input and output devices.
- Timer control: The routine uses programming tools to manage mixing time, vibration duration, press hold and conveyor travel.
- Interlocks and permissives: The PLC control system allows motion only when mould fill, pallet position and guard status meet the required conditions.
- Press example: One routine energizes the press output, starts the timer and advances only after the pressure condition clears.
- HMI adjustment: Operators use screen tags to control and monitor machine values, so programming a PLC does not require panel rewiring for every product change.
Advanced Features: Remote Monitoring and Optimization
Advanced monitoring gives plant teams faster decisions and tighter process control. Modular PLCs provide real-time visibility across the line and industrial control data gives operators a clearer picture of production
- Live visibility: SCADA and touchscreens display batching values, mixer status, mould fill levels and hydraulic pressure in real time.
- Logged history: Stored records capture cycle duration, alarm events, downtime causes and production totals for later review.
- Remote support: Secure access with PLC programming software lets technicians inspect faults and adjust approved settings without travel.
- Process tuning: Programmable automation supports data-based changes to vibration time, press hold and feed sequence for better uniformity.
- Program updates: PLC programming helps engineers refine machine response without rewiring the panel.
- Operating result: Better insight changes fault response into planned improvement with lower scrap and steadier output.
Benefits of PLC-Controlled Brick Machines
PLC-controlled brick machines improve consistency, output and changeover speed across modern assembly lines. A scalable control platform supports tighter process control without adding manual complexity.
Many plants use programmable automation controllers, giving operators a clearer machine response than a basic microcontroller setup.
- Consistent density and dimensions: Precise control of mix ratio, pressure and vibration timing reduces variation from cycle to cycle.
- Higher throughput: Repeatable automatic sequences raise output over manual operation and relay-based control.
- Lower scrap and waste: Tighter process control cuts cracked units, underfilled molds and poor compaction.
- Improved energy efficiency: Optimized motor runtime and shorter hold periods reduce power use per unit.
- Simpler staff operation: HMI-based control removes complex manual sequencing and shortens training time.
- Reduced downtime: Clear alarms and fast diagnostics help technicians connect the PLC and resolve faults faster.
- Product flexibility: Parameter changes support faster shifts between molds, sizes and recipes without rewiring.
- Programming language: A familiar code structure makes updates easier for plant staff and service teams.
Choosing and Using PLC Systems in a Brick Plant
Long-term machine performance depends on controls strategy as much as the mechanical design. Buyers should review the HMI, alarm handling, remote support and proven controls history before choosing a system.
A ruggedized platform matters because brick plants expose electronics to dust, vibration and long duty cycles. A dependable controller family provides engineers with a stronger foundation for upgrades, diagnostics and future process changes.
Lontto Block Machine manufactures brick-making equipment with advanced controls for precise automation, stable output, higher throughput and lower scrap. Early input from controls engineers helps align machine specification with plant goals.
Свяжитесь с Lontto Block Machine about the right brick PLC setup for your next project and long-term growth plans.
PLC Controller FAQs
Can existing manual or relay brick machines be retrofitted with PLC control?
Yes, many manual and relay-based brick machines can be upgraded with PLC control. The retrofit usually replaces the relay panel, adds the required sensors and actuators and connects an HMI for operation and fault display. Lontto supplies retrofit solutions and support for older concrete block machines.
What maintenance does a PLC system require in a brick plant?
PLC maintenance is light but still matters in dusty production settings. Plant teams should clean control cabinets on a regular schedule, inspect electrical connections each year, back up programs and update firmware when needed. Sensor calibration and cooling fan inspection deserve close attention because both affect stable machine performance.
How do PLCs handle different brick sizes or mould changes?
PLCs handle size or mould changes through stored recipes on the HMI. Operators select the required product setting, then adjust vibration time, pressure or feed speed on the screen. Most setups make those changes without rewiring and without major mechanical changes.
Вернуться к началу: Programmable Logic Controller (PLC): How it Runs a Brick Making Machine

Меня зовут Чао Чжан, я работаю в сфере производства кирпича уже более 10 лет. У меня есть глубокое понимание и исследования различных моделей машин для производства блоков, особенно автоматических машин для производства кирпича, машин для производства бетонных блоков, машин для производства блоков из прессованной земли, машин для производства глиняного кирпича, машин для производства цементного кирпича. У меня есть особое понимание этой отрасли. Я могу помочь своим клиентам выбрать подходящую машину для производства кирпича и помочь им в проектировании и строительстве завода по производству кирпича. Если вы хотите узнать все о машинах для производства кирпича, пожалуйста, свяжитесь со мной. Я буду рад помочь вам.
