En muchas fábricas de ladrillos y bloques, los equipos manuales o las máquinas controladas por relés producen una calidad desigual y costosos desechos. Las mezclas desiguales y la compactación deficiente reducen la consistencia y, a continuación, los ciclos lentos limitan el rendimiento en cada turno.
Una operación dependiente de la mano de obra puede aumentar el tiempo de inactividad debido a errores o fatiga del operario. Un controlador lógico programable (PLC) reduce esa inestabilidad con una automatización precisa y una respuesta repetible de la máquina. El PLC gobierna la dosificación y la vibración y, a continuación, gestiona la presión y la temporización mediante un programa de control definido.
La lógica incorporada mantiene la uniformidad de la salida y contribuye a un funcionamiento más seguro durante la producción. Los sistemas PLC modernos se conectan con interfaces hombre-máquina (HMI), lo que ofrece a los operarios una visión en pantalla de la presión o la temperatura en tiempo real durante cada ciclo. Las interfaces hombre-máquina permiten a los equipos de planta cambiar las recetas de productos para diferentes tipos de ladrillos sin sustituir el hardware de la máquina.
¿Qué es un controlador PLC?
Un controlador lógico programable (PLC) es un controlador digital robusto construido para la automatización industrial. El PLC funciona con fiabilidad en entornos llenos de polvo y en presencia de ruido eléctrico. Durante cada ciclo de exploración, el sistema lee la entrada de un sensor, procesa la lógica almacenada y, a continuación, envía la salida a los dispositivos de la máquina.
Una respuesta en milisegundos mantiene la precisión de las acciones de la máquina en cada paso de la producción. La lógica basada en software permite al controlador ejecutar un programa revisado sin necesidad de recableado. El PLC gestiona de forma coherente los enclavamientos y las funciones de parada de emergencia.
A continuación, una interfaz HMI muestra en tiempo real el estado y los datos de diagnóstico, lo que permite a los operarios tomar decisiones más rápidas durante la producción y lograr una supervisión más fiable de la máquina.
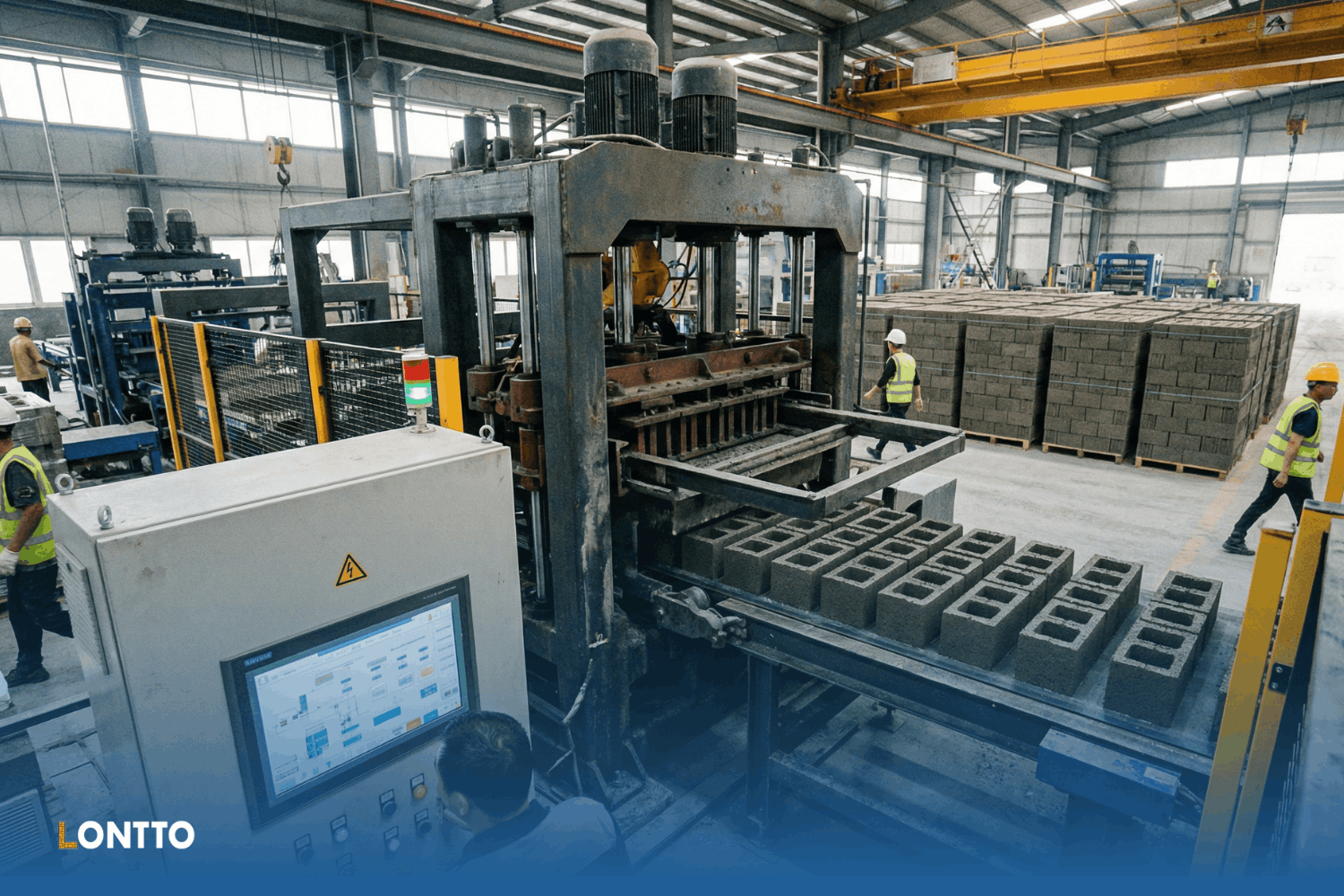
Dentro del sistema de control de la máquina de ladrillos
Dentro de un máquina bloquera totalmente automática, El controlador PLC actúa como controlador central entre los dispositivos de campo y la interfaz del operador.
El controlador PLC lee cada entrada, ejecuta la lógica almacenada y, a continuación, envía señales de salida a través de la máquina mediante un programa definido. Cada acción de control enlaza una fase de producción con la siguiente sin desviaciones de tiempo ni pérdidas de movimiento.
- Dosificación y mezcla: El controlador gestiona las compuertas, las tolvas de pesaje, la dosificación de agua, los tiempos de mezclado y la descarga.
- Alimentación y llenado de moldes: El PLC controla el recorrido del alimentador y mantiene una distribución uniforme del material en el molde.
- Vibración y prensado hidráulico: Secuencias lógicas almacenadas pre-vibración, vibración principal, descenso de presión y retención de presión.
- Desmoldeo y manipulación: El programa eleva el molde, acciona los eyectores, indexa las paletas y ejecuta la transferencia por cinta.
- Capa de operador: La HMI muestra las alarmas, el progreso del ciclo y los cambios de consigna para supervisar la máquina en directo.
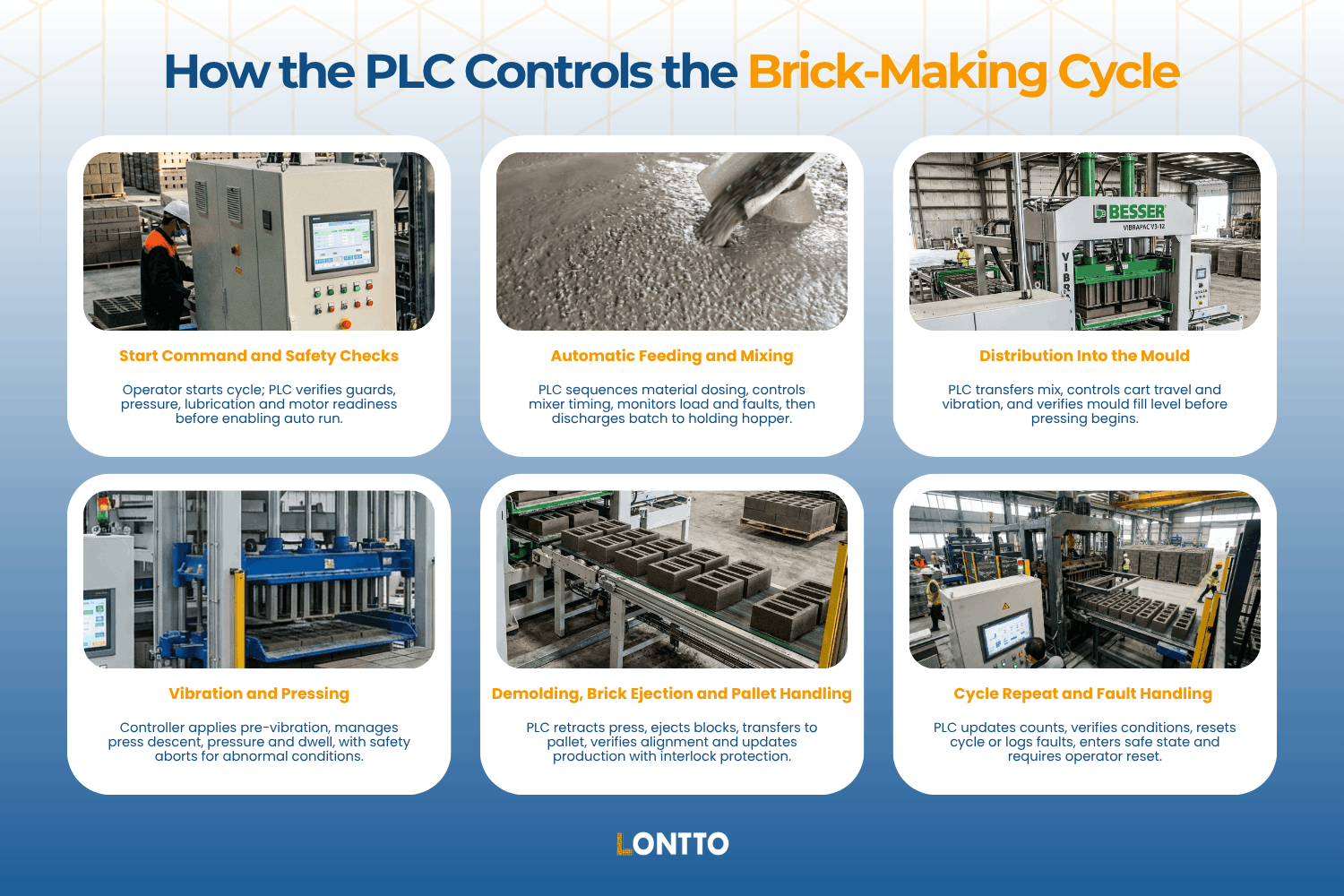
Paso a paso: cómo controla el PLC el ciclo de fabricación de ladrillos
En un hormigón hidráulico o máquina de bloques de cenizas volantes, El sistema de control PLC automatiza todo el ciclo de producción. El sistema verifica los sensores y aplica los enclavamientos. La sincronización precisa mantiene cada acción alineada. Obtendrá bloques uniformes con menos desechos y tiempos de inactividad.
Mando de salida y controles de seguridad
El operario selecciona la receta en la HMI y pulsa Start para iniciar el ciclo automático. El controlador PLC recibe la orden y comprueba cada permisivo antes de habilitar el movimiento. Los interruptores de protección deben mostrar el estado cerrado, la presión hidráulica debe mantenerse por encima del umbral mínimo y el nivel de lubricante debe ser seguro.
La realimentación del motor confirma que todos los accionamientos necesarios están listos. Si falla alguna condición, el controlador programable bloquea el bit de habilitación de ciclo y muestra una alarma de borrado en la pantalla. Cuando se superan todas las comprobaciones, el controlador de automatización establece Master_Run, habilita el modo automático y prepara el hardware del PLC para la siguiente secuencia.
Alimentación y mezcla automáticas (si están integradas)
El controlador PLC abre las compuertas de áridos en secuencia y vigila las células de carga de la tolva de pesaje con respecto a cada valor objetivo. Los alimentadores de tornillo o las válvulas rotativas dosifican las cenizas volantes y el cemento y, a continuación, el agua dosificada mediante señales de caudal o bombas temporizadas.
La lógica de control almacenada arranca el motor de la mezcladora y mantiene el tiempo de funcionamiento en el ajuste de la receta. La corriente del motor se mantiene por debajo del límite de sobrecarga durante la mezcla. Cuando el lote está listo, el controlador abre la compuerta de descarga a la tolva de retención.
Un sensor de nivel confirma el estado de vacío antes del cierre de la puerta. Los errores de peso o los fallos de bloqueo de la mezcladora detienen la secuencia y activan una alarma inmediatamente.
Distribución en el molde
La secuencia de alimentación comienza cuando la tolva de retención transfiere la mezcla a la tolva de la máquina a través de un elevador de saltos o una cinta transportadora. El controlador PLC recibe el estado de nivel de los dispositivos de entrada y pone en marcha el accionamiento transversal del carro.
La vibración auxiliar favorece una distribución uniforme por las cavidades del molde durante cada pasada y la retroalimentación de posición confirma el desplazamiento del carro. La verificación de llenado comprueba si las cavidades alcanzan el umbral requerido antes del prensado.
La etapa de distribución permanece bajo control del PLC hasta que el molde alcanza al menos 95% de llenado. Un nivel bajo de la tolva o un atasco del carro detiene el movimiento y retiene el ciclo. La HMI muestra el estado de alarma para los operarios.
Vibración y presión
El controlador programable inicia la previbración a baja frecuencia para asentar la mezcla antes de que comience el prensado. Baja el cabezal de prensado mediante cilindros hidráulicos, con válvulas proporcionales que controlan la velocidad de descenso y la posición del cabezal.
La vibración principal se inicia sólo después de que la señal de bloqueo confirme el enganche completo de la prensa. Un transductor de presión envía información al controlador PLC y el sistema mantiene la presión objetivo durante el tiempo de permanencia programado.
El sistema de control PLC interrumpe la prensa si la presión aumenta demasiado lentamente o supera el límite de seguridad. A continuación, la lógica de retracción segura eleva el cabezal y detiene la vibración antes de emitir una alarma para que el operario responda durante el ciclo.
Desmoldeo, expulsión de ladrillos y manipulación de palés
Una vez finalizado el prensado, el microcontrolador PLC detiene la vibración y retrae el cabezal de prensado hasta que el interruptor de fin de carrera superior confirma el retorno total. A continuación, los cilindros eyectores o las vigas separadoras empujan los bloques verdes fuera del molde.
Un mecanismo de transferencia desplaza los bloques al palé en espera y el índice del palé avanza por la línea de producción. Los sensores de la paleta verifican la alineación antes del siguiente movimiento y los contadores actualizan los totales de producción dentro del ordenador industrial.
El software de programación mantiene los enclavamientos para el estado de prensado y las comprobaciones de atascos. La falta de palés o los fallos de atasco del expulsor detienen la máquina y activan las alarmas del operario durante las secuencias automáticas de recuperación del ciclo.
Repetición de ciclo y gestión de fallos
Al final de cada ciclo, el controlador PLC incrementa el contador y actualiza la pantalla de producción HMI. El controlador comprueba el estado de la tolva, confirma que la presión hidráulica es estable y verifica que no quedan alarmas activas.
Cuando las condiciones permanecen despejadas, los programas PLC restablecen la máquina al etapa de dosificación o espera una nueva orden de arranque. Las rutinas de fallo supervisan los tiempos de espera del actuador, la desviación analógica y la plausibilidad del sensor a lo largo de toda la secuencia.
En caso de fallo, la máquina entra en un estado seguro, registra el código con un sello de tiempo y publica un mensaje claro en la HMI para su supervisión y control. Tras la corrección, los operarios completan el restablecimiento formal a través de la HMI para que la secuencia pueda reanudarse.
En las fábricas de ladrillos de arcilla, las prioridades de control cambian:
- Velocidad del extrusor: El controlador PLC regula la salida del tornillo a través de la etapa de conformado.
- Presión de vacío: El controlador mantiene el control de la presión en bucle cerrado antes de la conformación.
- Tiempo de corte: El sistema sincroniza los cortes para obtener una longitud de ladrillo uniforme.
- Transferir los tiempos a las vagonetas de secado u horno: La secuencia controla el movimiento tras el corte.
Lógica PLC: De las entradas a la lógica de escalera
Dentro del programa de la máquina, la lógica de escalera y los métodos de bloques de funciones organizan el ciclo en estados de funcionamiento claros. Un PLC modular puede ejecutar la misma secuencia a través de una rutina estructurada y, a continuación, retener cada fase hasta que las condiciones de campo demuestren que la máquina está lista.
La mayoría de las plantas construyen esa secuencia dentro de un entorno de programación definido mediante un software específico. Cada peldaño o bloque es compatible con aplicaciones industriales fiables en las que la temporización, la posición y la presión deben permanecer alineadas a lo largo de cada ciclo.
- Picaporte de arranque y parada: El estado de marcha se bloquea después del arranque y el controlador de automatización libera el bloqueo en la parada, una parada de emergencia o un fallo grave.
- Secuencia de pasos: Un diagrama de bloques de funciones o una secuencia de pasos mueve la máquina desde la alimentación hasta el llenado y, a continuación, presiona para desmoldar tras la confirmación de los dispositivos de entrada y salida.
- Control del temporizador: La rutina utiliza herramientas de programación para gestionar el tiempo de mezcla, la duración de la vibración, la retención de la prensa y el recorrido de la cinta transportadora.
- Enclavamientos y permisivos: El sistema de control PLC sólo permite el movimiento cuando el llenado del molde, la posición de las paletas y el estado de las protecciones cumplen las condiciones requeridas.
- Ejemplo de prensa: Una rutina energiza la salida de la prensa, inicia el temporizador y avanza sólo después de que se despeja la condición de presión.
- Ajuste HMI: Los operarios utilizan etiquetas de pantalla para controlar y supervisar los valores de la máquina, por lo que la programación de un PLC no requiere recablear el panel para cada cambio de producto.
Funciones avanzadas: Supervisión y optimización remotas
La supervisión avanzada proporciona a los equipos de planta decisiones más rápidas y un control más estricto de los procesos. Los PLC modulares ofrecen visibilidad en tiempo real de toda la línea y los datos de control industrial proporcionan a los operarios una visión más clara de la producción.
- Visibilidad en directo: El sistema SCADA y las pantallas táctiles muestran en tiempo real los valores de dosificación, el estado de la mezcladora, los niveles de llenado de los moldes y la presión hidráulica.
- Historia registrada: Los registros almacenados capturan la duración de los ciclos, los eventos de alarma, las causas de los tiempos de inactividad y los totales de producción para su posterior revisión.
- Asistencia a distancia: El acceso seguro con software de programación de PLC permite a los técnicos inspeccionar los fallos y ajustar las configuraciones aprobadas sin desplazarse.
- Puesta a punto del proceso: La automatización programable admite cambios basados en datos en el tiempo de vibración, la retención de la prensa y la secuencia de alimentación para mejorar la uniformidad.
- Actualizaciones del programa: La programación del PLC ayuda a los ingenieros a perfeccionar la respuesta de la máquina sin necesidad de recablear el panel.
- Resultado de explotación: Un mejor conocimiento transforma la respuesta a los fallos en mejoras planificadas, con menos piezas desechadas y una producción más estable.
Ventajas de las máquinas de ladrillos controladas por PLC
Controlado por PLC las máquinas de ladrillos mejoran consistencia, rendimiento y velocidad de cambio en las líneas de montaje modernas. Una plataforma de control escalable permite un control más estricto del proceso sin añadir complejidad manual.
Muchas plantas utilizan controladores de automatización programables, que ofrecen a los operarios una respuesta más clara de la máquina que una configuración básica de microcontrolador.
- Densidad y dimensiones coherentes: El control preciso de la proporción de mezcla, la presión y el tiempo de vibración reduce la variación de un ciclo a otro.
- Mayor rendimiento: Las secuencias automáticas repetibles aumentan el rendimiento por encima del funcionamiento manual y el control basado en relés.
- Menos desechos y residuos: Un control más estricto del proceso reduce las unidades agrietadas, los moldes poco llenos y la compactación deficiente.
- Mejora de la eficiencia energética: El tiempo de funcionamiento optimizado del motor y los periodos de retención más cortos reducen el consumo de energía por unidad.
- Funcionamiento más sencillo del personal: El control basado en HMI elimina las complejas secuencias manuales y acorta el tiempo de formación.
- Reducción del tiempo de inactividad: Las alarmas claras y los diagnósticos rápidos ayudan a los técnicos a conectar el PLC y resolver los fallos con mayor rapidez.
- Flexibilidad del producto: Los cambios de parámetros permiten cambiar más rápidamente entre moldes, tamaños y recetas sin necesidad de recablear.
- Lenguaje de programación: Una estructura de código familiar facilita las actualizaciones para el personal de planta y los equipos de servicio.
Elección y uso de sistemas PLC en una fábrica de ladrillos
El rendimiento a largo plazo de la máquina depende de la estrategia de control tanto como del diseño mecánico. Antes de elegir un sistema, los compradores deben revisar la HMI, la gestión de alarmas, el soporte remoto y el historial de controles probados.
Una plataforma robusta es importante porque las fábricas de ladrillos exponen los componentes electrónicos al polvo, las vibraciones y los ciclos de trabajo prolongados. Una familia de controladores fiable proporciona a los ingenieros una base más sólida para actualizaciones, diagnósticos y futuros cambios en los procesos.
Máquina de bloques Lontto fabrica equipos para la fabricación de ladrillos con controles avanzados para una automatización precisa, una producción estable, un mayor rendimiento y menos desechos. La aportación temprana de los ingenieros de control ayuda a alinear las especificaciones de la máquina con los objetivos de la planta.
Póngase en contacto con Lontto Block Machine sobre la configuración PLC de ladrillo adecuada para su próximo proyecto y sus planes de crecimiento a largo plazo.
Preguntas frecuentes sobre el controlador PLC
¿Se pueden reequipar las máquinas manuales o de relés existentes con control PLC?
Sí, muchas máquinas brick manuales y basadas en relés pueden actualizarse con control PLC. Normalmente se sustituye el panel de relés, se añaden los sensores y actuadores necesarios y se conecta una HMI para el funcionamiento y la visualización de fallos. Lontto ofrece soluciones de actualización y asistencia para máquinas de bloques de hormigón antiguas.
¿Qué mantenimiento requiere un sistema PLC en una fábrica de ladrillos?
El mantenimiento de los PLC es ligero, pero sigue siendo importante en entornos de producción polvorientos. Los equipos de planta deben limpiar los armarios de control con regularidad, inspeccionar las conexiones eléctricas cada año, hacer copias de seguridad de los programas y actualizar el firmware cuando sea necesario. La calibración de los sensores y la inspección de los ventiladores de refrigeración merecen especial atención porque ambas afectan al rendimiento estable de la máquina.
¿Cómo gestionan los PLC los distintos tamaños de ladrillo o los cambios de molde?
Los PLC gestionan los cambios de tamaño o molde mediante recetas almacenadas en la HMI. Los operarios seleccionan la configuración de producto deseada y, a continuación, ajustan el tiempo de vibración, la presión o la velocidad de alimentación en la pantalla. La mayoría de las configuraciones permiten realizar estos cambios sin recablear y sin grandes cambios mecánicos.
Volver arriba: Controlador lógico programable (PLC): Cómo funciona una máquina de fabricación de ladrillos

Hable con nuestro Experto en máquinas de ladrillos
Póngase en contacto con nuestro agradable equipo hoy mismo para obtener una estimación del precio de una máquina bloquera.

Soy Chao Zhang, llevo más de 10 años trabajando en la industria de la fabricación de ladrillos. Tengo un profundo conocimiento e investigación sobre varios modelos de máquinas de fabricación de bloques, especialmente máquinas automáticas de ladrillos, máquinas de bloques de hormigón, máquinas de bloques de tierra comprimida, máquinas de ladrillos de arcilla, máquinas de ladrillos de cemento. Tengo un conocimiento especial de esta industria. Puedo ayudar a mis clientes a elegir la máquina de ladrillos adecuada y ayudarles a diseñar y construir una fábrica de producción de ladrillos. Si desea saberlo todo sobre las máquinas para fabricar ladrillos, póngase en contacto conmigo. Estaré encantado de ayudarle.