На многих заводах по производству кирпича и блоков ручное оборудование или машины с релейным управлением приводят к неравномерному качеству и дорогостоящему браку. Неравномерное смешивание и плохое уплотнение снижают консистенцию, а медленные циклы ограничивают производительность в каждой смене.
Работа, зависящая от трудовых ресурсов, может увеличить время простоя из-за ошибок или усталости оператора. Программируемый логический контроллер (ПЛК) снижает эту нестабильность за счет точной автоматизации и повторяемости реакции машины. ПЛК регулирует дозирование и вибрацию, а затем управляет давлением и временем с помощью заданной программы управления.
Встроенная логика поддерживает равномерную производительность и обеспечивает более безопасную работу в процессе производства. Современные системы ПЛК подключаются к человеко-машинным интерфейсам (ЧМИ), предоставляя операторам возможность видеть на экране давление или температуру в реальном времени во время каждого цикла. Человеко-машинные интерфейсы позволяют командам завода изменять рецептуру продукции для разных типов кирпича без замены оборудования.
Что такое контроллер ПЛК?
Программируемый логический контроллер (ПЛК) - это надежный цифровой контроллер, созданный для промышленной автоматизации. ПЛК надежно работает в условиях запыленности и при наличии электрических помех. Во время каждого цикла сканирования система считывает входные данные с датчика, обрабатывает сохраненную логику и затем посылает выходные данные на устройства машины.
Миллисекундный отклик обеспечивает точность действий машины на каждом этапе производства. Логика, основанная на программном обеспечении, позволяет контроллеру выполнять измененную программу без переподключения. ПЛК последовательно управляет блокировками и функциями аварийного останова.
Интерфейс HMI отображает данные о состоянии и диагностике в реальном времени, позволяя операторам быстрее принимать решения в процессе производства и обеспечивать более надежный контроль за работой машины.
Внутри системы управления кирпичной машины
Внутри полностью автоматическая блочная машина, Контроллер ПЛК служит центральным контроллером между полевыми устройствами и интерфейсом оператора.
Контроллер ПЛК считывает каждый входной сигнал, выполняет заложенную логику, а затем посылает выходные сигналы через машину по заданной программе. Каждое управляющее действие связывает один этап производства с другим без смещения времени или пропуска движения.
- Дозирование и смешивание: Контроллер управляет затворами, весовыми бункерами, дозированием воды, временем работы смесителя и разгрузкой.
- Подача и заполнение форм: ПЛК управляет траекторией подачи и обеспечивает равномерное распределение материала в пресс-форме.
- Вибрация и гидравлическое прессование: Сохраняемые логические последовательности: предварительная вибрация, основная вибрация, спуск пресса и удержание давления.
- Разборка и обработка: Программа поднимает пресс-форму, приводит в действие выталкиватели, индексирует паллеты и запускает конвейерную передачу.
- Операторский слой: На экране HMI отображаются сигналы тревоги, ход цикла и изменения уставок для наблюдения за работой машины в реальном времени.
Шаг за шагом: как ПЛК управляет циклом производства кирпича
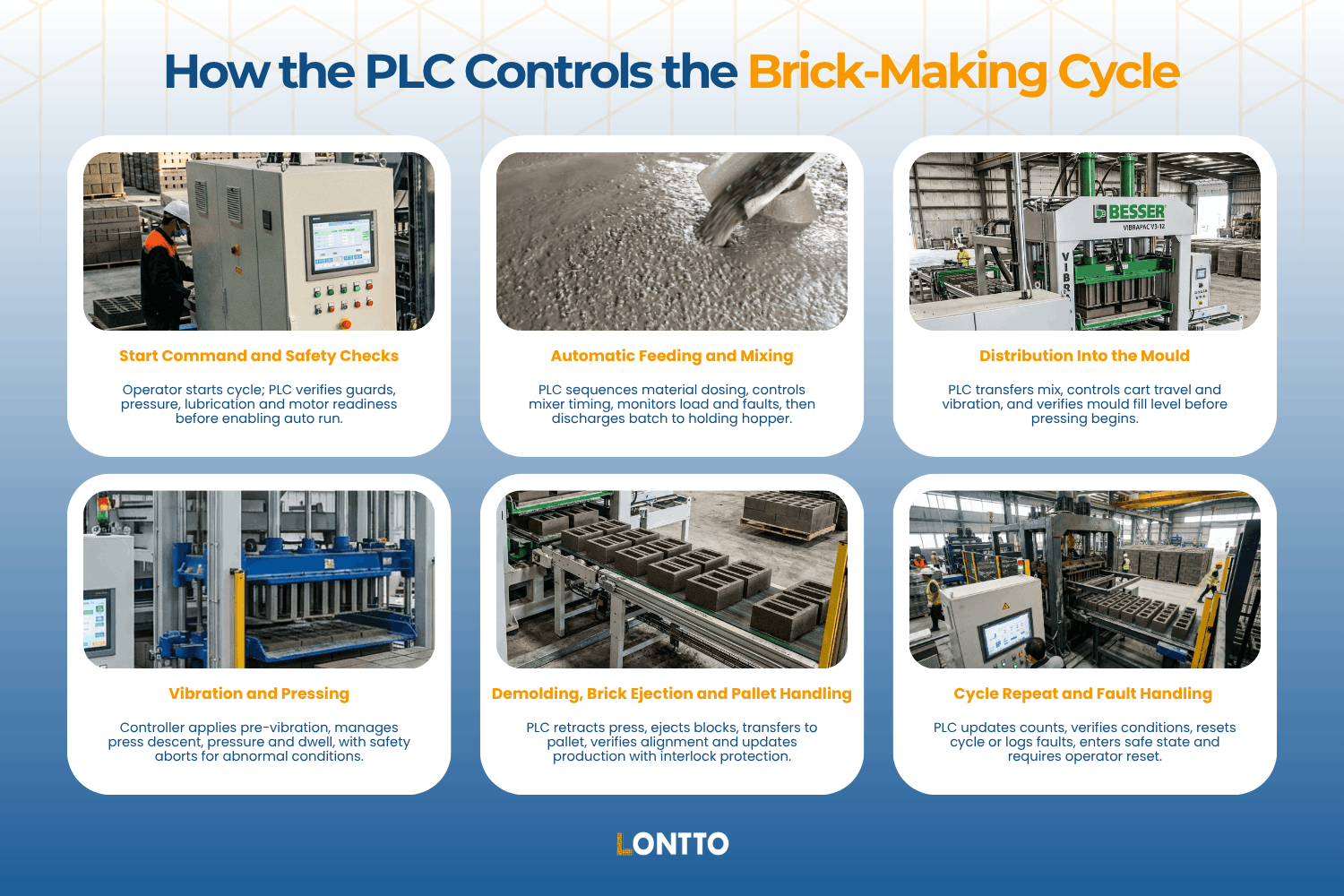
В гидравлическом бетоне или машина для производства блоков из летучей золы, Система управления PLC автоматизирует полный производственный цикл. Система проверяет датчики и обеспечивает блокировку. Точные сроки обеспечивают согласованность каждого действия. Вы получаете однородные блоки с меньшим количеством брака и простоев.
Команда "Старт" и проверка безопасности
Оператор выбирает рецепт на HMI, затем нажимает Start, чтобы начать автоматический цикл. Контроллер ПЛК получает команду и проверяет каждое разрешение, прежде чем разрешить движение. Защитные выключатели должны быть закрыты, гидравлическое давление должно быть выше минимального порога, а уровень смазки должен быть безопасным.
Обратная связь с двигателем подтверждает готовность каждого требуемого привода. Если какое-либо условие не выполняется, программируемый контроллер блокирует бит разрешения цикла и выводит на экран четкий сигнал тревоги. Когда все проверки пройдены, контроллер автоматизации устанавливает Master_Run, включает автоматический режим и готовит оборудование ПЛК к следующей последовательности.
Автоматическая подача и смешивание (при наличии встроенной системы)
Контроллер ПЛК последовательно открывает затворы агрегатов и следит за тем, как датчики нагрузки весового бункера сопоставляют каждое заданное значение. Шнековые питатели или поворотные клапаны дозируют летучую золу и цемент, а затем дозированную воду с помощью сигналов потока или насосов с таймером.
Сохраненная логика управления запускает двигатель миксера и поддерживает время работы в соответствии с заданным рецептом. Во время смешивания ток двигателя остается ниже предела перегрузки. После того как замес готов, контроллер открывает разгрузочную задвижку в бункер-накопитель.
Датчик уровня подтверждает состояние пустоты перед закрытием затвора. Ошибки веса или неисправности миксера останавливают последовательность и немедленно подают сигнал тревоги.
Распределение в форме
Последовательность подачи начинается, когда бункер-накопитель передает смесь в бункер машины с помощью скипового подъемника или ленточного конвейера. Контроллер ПЛК получает информацию о состоянии уровня от входных устройств и запускает привод траверсы тележки.
Вспомогательная вибрация обеспечивает равномерное распределение по полостям формы во время каждого прохода, а обратная связь по положению подтверждает перемещение тележки. Проверка заполнения проверяет, достигли ли полости требуемого порога перед прессованием.
Этап распределения остается под контролем ПЛК до тех пор, пока форма не достигнет заполнения не менее 95%. Низкий уровень бункера или застревание тележки останавливает движение и приостанавливает цикл. HMI отображает состояние тревоги для операторов.
Вибрация и прессование
Программируемый контроллер запускает предварительную вибрацию на низкой частоте для осаждения смеси перед началом прессования. Он опускает головку пресса с помощью гидравлических цилиндров с пропорциональными клапанами, контролирующими скорость опускания и положение головки.
Основная вибрация начинается только после того, как сигнал блокировки подтверждает полное срабатывание пресса. Датчик давления передает информацию на контроллер ПЛК, и система удерживает заданное давление в течение запрограммированного времени выдержки.
Система управления PLC прерывает работу пресса, если давление повышается слишком медленно или скачет выше безопасного предела. Логика безопасного втягивания затем поднимает головку и останавливает вибрацию перед подачей сигнала тревоги для реакции оператора во время цикла.
Распаковка, выталкивание кирпичей и перемещение поддонов
После окончания прессования микроконтроллер ПЛК останавливает вибрацию и втягивает прессующую головку до тех пор, пока верхний концевой выключатель не подтвердит полный возврат. Затем выталкивающие цилиндры или стрипперные балки выталкивают зеленые блоки из формы.
Передаточный механизм перемещает блоки на ожидающую паллету, и паллета продвигается по производственной линии. Датчики поддонов проверяют выравнивание перед следующим движением, а счетчики обновляют итоговые показатели производства в промышленном компьютере.
Программное обеспечение поддерживает блокировки для состояния прессования и проверки на замятие. Отсутствие поддонов или неисправность выталкивателя останавливают машину и вызывают тревогу оператора во время автоматического восстановления цикла.
Повторение циклов и обработка неисправностей
В конце каждого цикла контроллер ПЛК увеличивает счетчик и обновляет производственный дисплей HMI. Контроллер проверяет состояние бункера, подтверждает стабильное гидравлическое давление и убеждается в отсутствии активных аварийных сигналов.
Если условия не изменяются, программы ПЛК возвращают машину в исходное состояние. этап дозирования или удерживайте для новой команды запуска. Процедуры контроля неисправностей отслеживают тайм-ауты приводов, аналоговые отклонения и правдоподобие датчиков на протяжении всей последовательности.
При возникновении неисправности машина переходит в безопасное состояние, регистрирует код с отметкой времени и публикует четкое сообщение на HMI для контроля и управления. После устранения неисправности операторы выполняют формальный сброс через HMI, чтобы возобновить работу.
На заводах по производству глиняного кирпича приоритеты управления меняются:
- Скорость экструдера: Контроллер ПЛК регулирует выход шнека на этапе формования.
- Вакуумное давление: Контроллер поддерживает замкнутый контур управления давлением перед формированием.
- Время работы фрезы: Система синхронизирует резы для обеспечения постоянной длины кирпича.
- Перенесите время на сушильные или печные вагонетки: Последовательность управляет движением после резки.
Логика ПЛК: От входов до логической последовательности
В программе машины лестничная логика и методы функциональных блоков организуют цикл в четкие рабочие состояния. Модульный ПЛК может запускать одну и ту же последовательность через структурированную процедуру, а затем удерживать каждую фазу до тех пор, пока условия эксплуатации не подтвердят готовность машины.
Большинство заводов создают эту последовательность в определенной среде программирования с помощью специального программного обеспечения. Каждая ступенька или блок поддерживают надежные промышленные приложения, где время, положение и давление должны оставаться согласованными в течение каждого цикла.
- Пуск и остановка защелки: Состояние работы фиксируется после запуска, а контроллер автоматизации снимает защелку при остановке, аварийном останове или серьезной неисправности.
- Последовательность шагов: Функциональная блок-схема или последовательность строк перемещает машину от подачи к заполнению, затем от прессования к распаковке после подтверждения от устройств ввода и вывода.
- Управление таймером: С помощью инструментов программирования можно управлять временем смешивания, продолжительностью вибрации, выдержкой пресса и перемещением конвейера.
- Блокировки и разрешения: Система управления PLC разрешает движение только тогда, когда заполнение формы, положение поддона и состояние охраны соответствуют требуемым условиям.
- Пример прессы: Одна из процедур подает питание на выход пресса, запускает таймер и продолжает работу только после устранения условий давления.
- Настройка HMI: Операторы используют экранные метки для управления и мониторинга параметров машины, поэтому программирование ПЛК не требует перепрограммирования панели при каждой смене продукта.
Дополнительные возможности: Удаленный мониторинг и оптимизация
Расширенный мониторинг позволяет командам завода быстрее принимать решения и жестче контролировать процесс. Модульные ПЛК обеспечивают видимость всей линии в реальном времени, а данные промышленного контроля дают операторам более четкое представление о производстве
- Живая видимость: SCADA и сенсорные экраны отображают значения дозирования, состояние смесителя, уровень заполнения форм и гидравлическое давление в режиме реального времени.
- История регистрации: В сохраненных записях фиксируются продолжительность цикла, аварийные события, причины простоев и итоговые показатели производства для последующего анализа.
- Удаленная поддержка: Безопасный доступ с помощью программного обеспечения для программирования ПЛК позволяет техническим специалистам проверять неисправности и корректировать утвержденные настройки без выезда на место.
- Настройка процесса: Программируемая автоматика поддерживает основанные на данных изменения времени вибрации, удержания пресса и последовательности подачи для повышения однородности.
- Обновления программы: Программирование ПЛК помогает инженерам уточнить реакцию машины без переделки панели.
- Результат операционной деятельности: Благодаря более глубокому пониманию реакция на неисправность превращается в запланированное улучшение, снижающее количество брака и повышающее стабильность производства.
Преимущества кирпичных станков с ПЛК-управлением
Управляемый ПЛК кирпичные машины улучшают последовательность, производительность и скорость переналадки на современных сборочных линиях. Масштабируемая платформа управления обеспечивает более жесткий контроль процессов без усложнения ручного управления.
На многих предприятиях используются программируемые контроллеры автоматизации, позволяющие операторам получить более четкую реакцию машины, чем при использовании базовых микроконтроллеров.
- Согласованная плотность и размеры: Точный контроль соотношения смеси, давления и времени вибрации снижает отклонения от цикла к циклу.
- Более высокая пропускная способность: Повторяющиеся автоматические последовательности повышают производительность по сравнению с ручным управлением и управлением с помощью реле.
- Снижение количества брака и отходов: Более жесткий контроль процесса позволяет сократить количество трещин, недозаполненных форм и плохого уплотнения.
- Повышение энергоэффективности: Оптимизированное время работы двигателя и более короткие периоды удержания снижают энергопотребление на единицу продукции.
- Упрощение работы персонала: Управление на базе HMI устраняет сложную ручную последовательность действий и сокращает время обучения.
- Сокращение времени простоя: Понятные сигналы тревоги и быстрая диагностика помогают техническим специалистам быстрее подключить ПЛК и устранить неисправности.
- Гибкость продукта: Изменение параметров позволяет быстрее переключаться между формами, размерами и рецептами без перепрошивки.
- Язык программирования: Знакомая структура кода облегчает обновление для персонала предприятия и сервисных служб.
Выбор и использование систем ПЛК на кирпичном заводе
Долгосрочная работа машины зависит от стратегии управления не меньше, чем от механической конструкции. Прежде чем выбрать систему, покупатели должны проанализировать HMI, обработку аварийных сигналов, удаленную поддержку и проверенную историю систем управления.
Надежная платформа важна, поскольку кирпичные заводы подвергают электронику воздействию пыли, вибрации и длительным рабочим циклам. Надежное семейство контроллеров обеспечивает инженерам более прочную основу для модернизации, диагностики и будущих изменений технологического процесса.
Lontto Block Machine производит оборудование для производства кирпича с передовыми системами управления для точной автоматизации, стабильной производительности, увеличения пропускной способности и снижения брака. Заблаговременная помощь инженеров по управлению помогает согласовать технические характеристики машины с целями предприятия.
Свяжитесь с Lontto Block Machine о правильной установке кирпичного ПЛК для вашего следующего проекта и долгосрочных планов развития.
Часто задаваемые вопросы о контроллерах ПЛК
Можно ли переоборудовать существующие ручные или релейные машины для производства кирпича системой управления PLC?
Да, многие ручные и релейные машины для производства кирпича могут быть модернизированы с помощью ПЛК. При модернизации обычно заменяется релейная панель, добавляются необходимые датчики и исполнительные механизмы и подключается HMI для управления и отображения ошибок. Lontto предлагает решения по модернизации и поддержку для старых машин для производства бетонных блоков.
Какое обслуживание требуется системе ПЛК на кирпичном заводе?
Обслуживание ПЛК не требует особых усилий, но все же имеет значение в условиях пыльного производства. Команды завода должны регулярно чистить шкафы управления, ежегодно проверять электрические соединения, создавать резервные копии программ и обновлять встроенное ПО при необходимости. Калибровка датчиков и проверка вентиляторов охлаждения заслуживают пристального внимания, поскольку оба эти фактора влияют на стабильную работу оборудования.
Как ПЛК справляются с различными размерами кирпича или изменениями формы?
ПЛК обрабатывает изменения размеров или формы с помощью сохраненных рецептов на HMI. Операторы выбирают необходимые параметры продукта, затем регулируют время вибрации, давление или скорость подачи на экране. В большинстве установок эти изменения производятся без перепрокладки электропроводки и без серьезных механических изменений.
Вернуться к началу: Программируемый логический контроллер (ПЛК): Как он управляет машиной для производства кирпича

Обращайтесь к нашим Эксперт по кирпичным машинам
Свяжитесь с нашей приятной командой сегодня, чтобы получить оценку стоимости машины для производства блоков.

Меня зовут Чао Чжан, я работаю в сфере производства кирпича уже более 10 лет. У меня есть глубокое понимание и исследования различных моделей машин для производства блоков, особенно автоматических машин для производства кирпича, машин для производства бетонных блоков, машин для производства блоков из прессованной земли, машин для производства глиняного кирпича, машин для производства цементного кирпича. У меня есть особое понимание этой отрасли. Я могу помочь своим клиентам выбрать подходящую машину для производства кирпича и помочь им в проектировании и строительстве завода по производству кирпича. Если вы хотите узнать все о машинах для производства кирпича, пожалуйста, свяжитесь со мной. Я буду рад помочь вам.