Dans de nombreuses usines de briques et de blocs, les équipements manuels ou les machines commandées par relais produisent une qualité inégale et des rebuts coûteux. Un mélange inégal et un mauvais compactage réduisent l'homogénéité, puis des cycles lents limitent le débit de chaque équipe.
Une opération qui dépend de la main-d'œuvre peut augmenter les temps d'arrêt en raison d'une erreur ou de la fatigue de l'opérateur. Un automate programmable (PLC) réduit cette instabilité grâce à une automatisation précise et à une réponse répétable de la machine. L'automate programmable régit la mise en lots et les vibrations, puis gère la pression et la synchronisation par le biais d'un programme de contrôle défini.
La logique intégrée maintient une sortie uniforme et permet un fonctionnement plus sûr pendant la production. Les systèmes PLC modernes sont reliés à des interfaces homme-machine (IHM), ce qui permet aux opérateurs de visualiser sur écran la pression ou la température en temps réel pendant chaque cycle. Les interfaces homme-machine permettent aux équipes de l'usine de modifier les recettes de produits pour différents types de briques sans avoir à remplacer le matériel de la machine.
Qu'est-ce qu'un contrôleur PLC ?
Un automate programmable (API) est un contrôleur numérique robuste conçu pour l'automatisation industrielle. L'automate fonctionne de manière fiable dans des environnements poussiéreux et en présence de bruits électriques. Au cours de chaque cycle de balayage, le système lit les données provenant d'un capteur, traite les données logiques stockées et envoie ensuite des données de sortie aux dispositifs de la machine.
Une réponse à la milliseconde assure la précision des actions de la machine à chaque étape de la production. La logique logicielle permet au contrôleur d'exécuter un programme révisé sans avoir à le recâbler. L'automate programmable gère systématiquement les verrouillages et les fonctions d'arrêt d'urgence.
Une interface HMI affiche alors en direct l'état et les données de diagnostic, ce qui permet aux opérateurs de prendre des décisions plus rapides en cours de production et d'assurer une surveillance plus fiable de la machine.
L'intérieur du système de contrôle de la machine à briques
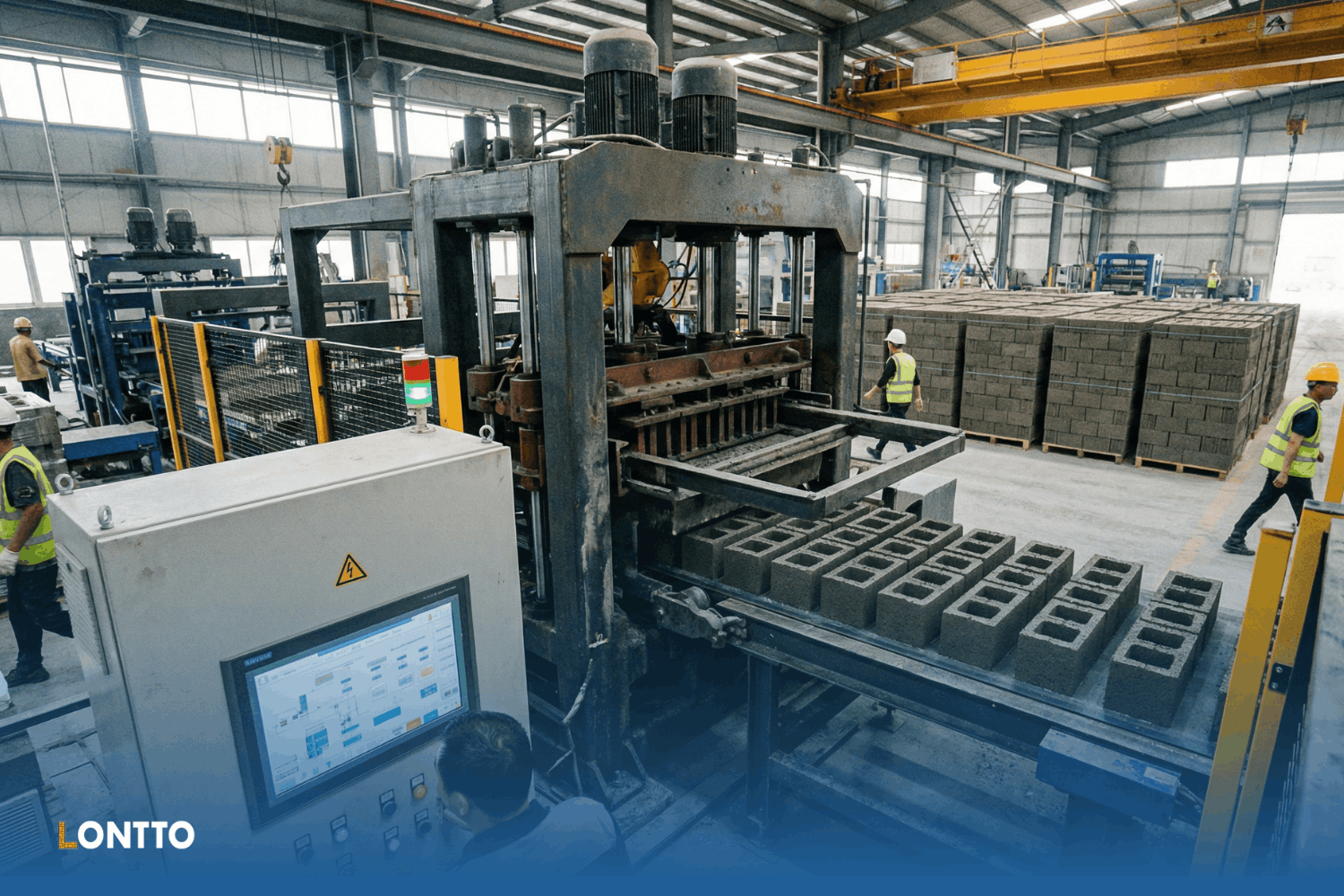
À l'intérieur d'un machine à blocs entièrement automatique, Le contrôleur PLC sert de contrôleur central entre les appareils de terrain et l'interface opérateur.
Le contrôleur PLC lit chaque entrée, exécute la logique stockée et envoie ensuite des signaux de sortie à travers la machine par le biais d'un programme défini. Chaque action de contrôle relie une étape de production à la suivante, sans dérive temporelle ni mouvement manqué.
- Mélange et dosage : Le contrôleur gère les portes, les trémies de pesage, le dosage de l'eau, la synchronisation et le déchargement du mélangeur.
- Alimentation et remplissage des moules : L'automate programmable (PLC) commande le chemin d'alimentation et maintient une distribution uniforme du matériau dans le moule.
- Vibration et pressage hydraulique : Séquences logiques mémorisées : pré-vibration, vibration principale, descente de la presse et maintien de la pression.
- Démoulage et manutention : Le programme soulève le moule, actionne les éjecteurs, indexe les palettes et exécute le transfert par convoyeur.
- Couche de l'opérateur : L'IHM affiche les alarmes, la progression du cycle et les modifications du point de consigne pour une supervision en direct de la machine.
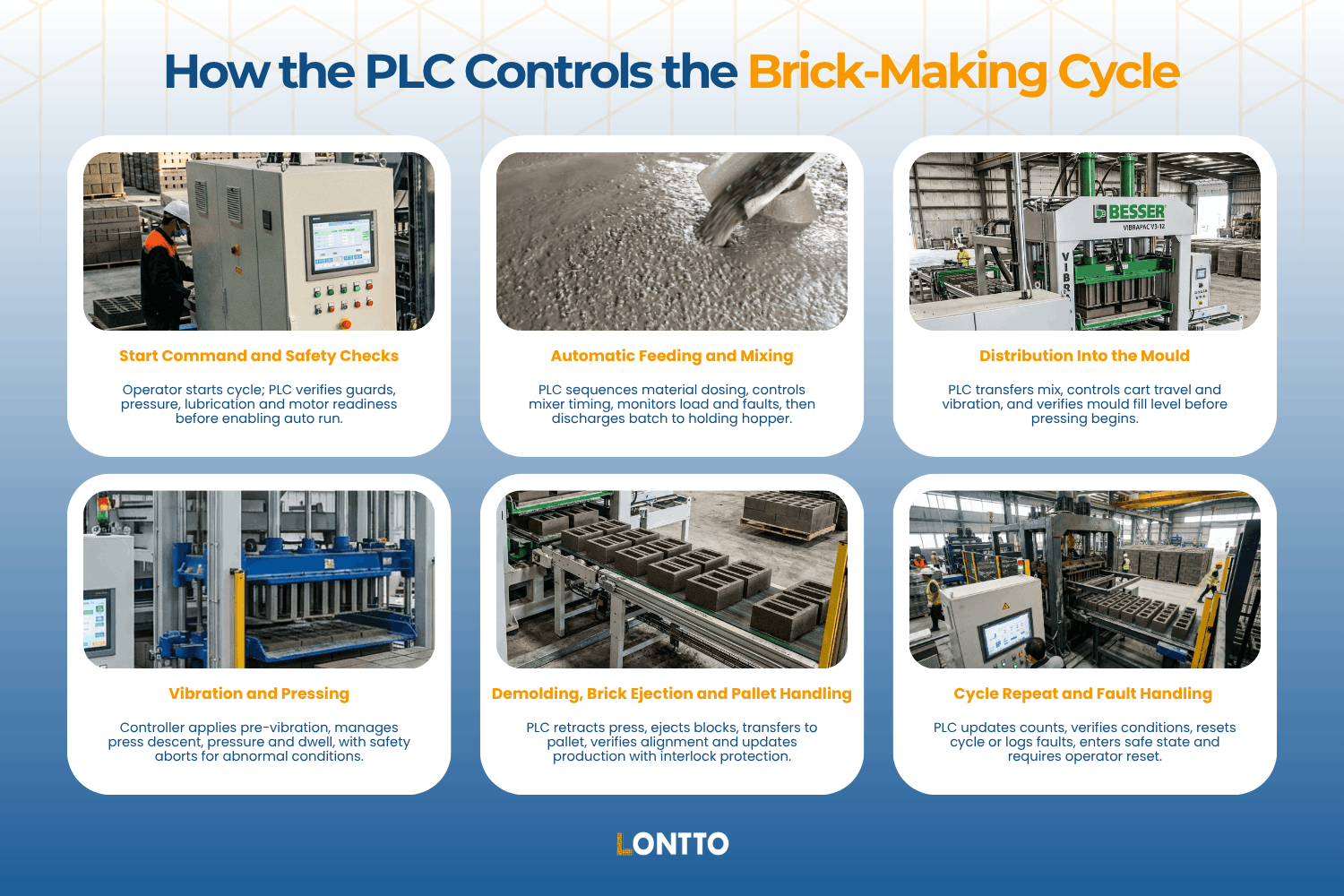
Étape par étape : comment l'automate contrôle le cycle de fabrication des briques
Dans un béton hydraulique ou machine à blocs de cendres volantes, Le système de contrôle PLC automatise l'ensemble du cycle de production. Le système vérifie les capteurs et applique les verrouillages. Une synchronisation précise permet d'aligner chaque action. Vous obtenez des blocs uniformes avec moins de rebuts et de temps d'arrêt.
Commande de démarrage et contrôles de sécurité
L'opérateur sélectionne la recette sur l'IHM, puis appuie sur Start pour lancer le cycle automatique. Le contrôleur PLC reçoit la commande et vérifie chaque permissif avant d'activer le mouvement. Les interrupteurs de protection doivent être fermés, la pression hydraulique doit rester supérieure au seuil minimum et le niveau de lubrifiant doit être sûr.
Le retour d'information du moteur confirme que chaque entraînement requis est prêt. Si l'une des conditions n'est pas remplie, l'automate programmable bloque le bit de validation du cycle et affiche une alarme claire à l'écran. Lorsque tous les contrôles sont réussis, le contrôleur d'automatisation définit Master_Run, active le mode automatique et prépare le matériel de l'automate pour la séquence suivante.
Alimentation et mélange automatiques (si intégrés)
Le contrôleur PLC ouvre les portes des agrégats en séquence et surveille les cellules de charge de la trémie de pesage par rapport à chaque valeur cible. Des alimentateurs à vis ou des vannes rotatives dosent les cendres volantes et le ciment, puis l'eau dosée suit grâce à des signaux de débit ou à des pompes temporisées.
La logique de commande mémorisée démarre le moteur du mélangeur et maintient la durée de fonctionnement au niveau du réglage de la recette. Le courant du moteur reste en dessous de la limite de surcharge pendant le mélange. Lorsque le lot est prêt, le contrôleur ouvre la porte de décharge vers la trémie d'attente.
Un capteur de niveau confirme l'état vide avant la fermeture de la porte. Les erreurs de poids ou de décrochage du mélangeur interrompent la séquence et déclenchent immédiatement une alarme.
Distribution dans le moule
La séquence d'alimentation commence lorsque la trémie d'attente transfère le mélange vers la trémie de la machine par l'intermédiaire d'un treuil à benne ou d'un convoyeur à bande. Le contrôleur PLC reçoit l'état du niveau des dispositifs d'entrée et démarre l'entraînement du chariot.
Des vibrations auxiliaires assurent une répartition uniforme dans les cavités du moule à chaque passage et un retour d'information sur la position confirme le déplacement du chariot. La vérification du remplissage permet de s'assurer que les cavités atteignent le seuil requis avant le pressage.
L'étape de distribution reste sous le contrôle du PLC jusqu'à ce que le moule atteigne au moins 95% de remplissage. Un niveau de trémie trop bas ou un bourrage de chariot arrête le mouvement et suspend le cycle. L'IHM affiche l'état des alarmes pour les opérateurs.
Vibration et pression
Le contrôleur programmable commence la pré-vibration à basse fréquence pour stabiliser le mélange avant le début du pressage. Il abaisse la tête de la presse par l'intermédiaire de cylindres hydrauliques, les valves proportionnelles contrôlant la vitesse de descente et la position de la tête.
La vibration principale ne démarre que lorsque le signal de verrouillage confirme l'engagement complet de la presse. Un capteur de pression envoie des informations au contrôleur PLC et le système maintient la pression cible pendant le temps d'attente programmé.
Le système de contrôle PLC interrompt la presse si la pression augmente trop lentement ou si elle dépasse la limite de sécurité. La logique de rétraction sécurisée soulève alors la tête et arrête les vibrations avant d'afficher une alarme pour que l'opérateur réagisse pendant le cycle.
Démoulage, éjection de briques et manutention de palettes
À la fin du pressage, le microcontrôleur PLC arrête les vibrations et rétracte la tête de presse jusqu'à ce que l'interrupteur de fin de course supérieur confirme le retour complet. Les cylindres d'éjection ou les poutres de démoulage poussent alors les blocs verts hors du moule.
Un mécanisme de transfert déplace les blocs sur la palette en attente et l'index de la palette avance sur la ligne de production. Les capteurs de palettes vérifient l'alignement avant le mouvement suivant et les compteurs mettent à jour les totaux de production dans l'ordinateur industriel.
Le logiciel de programmation maintient les verrouillages pour l'état de pressage et les contrôles de bourrage. Les palettes manquantes ou les défauts de décrochage de l'éjecteur arrêtent la machine et déclenchent des alarmes pour l'opérateur pendant les séquences de récupération automatique du cycle.
Répétition du cycle et traitement des erreurs
À la fin de chaque cycle, le contrôleur PLC incrémente le compteur et met à jour l'écran de production de l'IHM. Le contrôleur vérifie l'état de la trémie, confirme la stabilité de la pression hydraulique et s'assure qu'il n'y a plus d'alarmes actives.
Lorsque les conditions restent claires, les programmes PLC remettent la machine à l'état initial. étape de mise en lot ou attendre une nouvelle commande de démarrage. Les routines d'erreur surveillent les temps morts des actionneurs, les écarts analogiques et la plausibilité des capteurs tout au long de la séquence.
En cas d'erreur, la machine entre dans un état sûr, enregistre le code avec un horodatage et affiche un message IHM clair à des fins de surveillance et de contrôle. Après correction, les opérateurs effectuent la réinitialisation formelle via l'IHM pour que la séquence puisse reprendre.
Dans les usines de briques d'argile, les priorités de contrôle changent :
- Vitesse de l'extrudeuse : Le contrôleur PLC régule la sortie de la vis tout au long de la phase de formage.
- Pression du vide : Le contrôleur maintient le contrôle de la pression en boucle fermée avant la mise en forme.
- Temps d'utilisation de la fraise: Le système synchronise les coupes pour une longueur de brique constante.
- Transférer le timing aux wagons du séchoir ou du four : La séquence contrôle le mouvement après la coupe.
Logique API : Des entrées à la logique Ladder
Dans le programme de la machine, la logique en échelle et les méthodes de blocs fonctionnels organisent le cycle en états de fonctionnement clairs. Un automate modulaire peut exécuter la même séquence par le biais d'une routine structurée, puis suspendre chaque phase jusqu'à ce que les conditions sur le terrain prouvent que la machine est prête.
La plupart des usines construisent cette séquence dans un environnement de programmation défini à l'aide d'un logiciel dédié. Chaque échelon ou bloc prend en charge des applications industrielles fiables où la synchronisation, la position et la pression doivent rester alignées tout au long de chaque cycle.
- Démarrage et arrêt du loquet : L'état de marche est scellé après le démarrage et le contrôleur d'automatisme libère le verrou à l'arrêt, lors d'un arrêt d'urgence ou d'un défaut majeur.
- Séquence d'étapes : Un schéma fonctionnel ou une séquence d'échelons fait passer la machine de l'alimentation au remplissage, puis de la presse au démoulage après confirmation des dispositifs d'entrée et de sortie.
- Contrôle de la minuterie : La routine utilise des outils de programmation pour gérer le temps de mélange, la durée des vibrations, le maintien de la presse et le déplacement du convoyeur.
- Verrouillages et permissives : Le système de contrôle PLC n'autorise les mouvements que lorsque le remplissage du moule, la position de la palette et l'état de la protection répondent aux conditions requises.
- Exemple de presse : Une routine active la sortie de la presse, démarre la minuterie et n'avance qu'une fois la condition de pression éliminée.
- Ajustement de l'IHM : Les opérateurs utilisent des étiquettes d'écran pour contrôler et surveiller les valeurs de la machine, de sorte que la programmation d'un automate ne nécessite pas de recâbler le panneau à chaque changement de produit.
Fonctionnalités avancées : Surveillance et optimisation à distance
La surveillance avancée permet aux équipes de l'usine de prendre des décisions plus rapides et de mieux contrôler les processus. Les automates modulaires offrent une visibilité en temps réel sur l'ensemble de la chaîne et les données de contrôle industriel permettent aux opérateurs d'avoir une vision plus claire de la production.
- Visibilité en direct : Le système SCADA et les écrans tactiles affichent en temps réel les valeurs de dosage, l'état du mélangeur, les niveaux de remplissage des moules et la pression hydraulique.
- Historique enregistré : Les enregistrements stockés permettent de connaître la durée des cycles, les événements d'alarme, les causes des arrêts et les totaux de production pour un examen ultérieur.
- Assistance à distance : L'accès sécurisé au logiciel de programmation PLC permet aux techniciens d'inspecter les défauts et d'ajuster les paramètres approuvés sans se déplacer.
- Mise au point du processus : L'automatisation programmable permet de modifier, sur la base de données, le temps de vibration, le maintien de la presse et la séquence d'alimentation pour une meilleure uniformité.
- Mises à jour du programme : La programmation PLC permet aux ingénieurs d'affiner la réponse de la machine sans avoir à recâbler le panneau.
- Résultat d'exploitation : Une meilleure compréhension permet de transformer les réactions aux défauts en améliorations planifiées, avec moins de rebuts et une production plus régulière.
Avantages des machines à briques commandées par automate programmable
Contrôlé par PLC machines à briques améliorer L'automatisation de la production permet d'améliorer la cohérence, le rendement et la vitesse de changement sur les lignes d'assemblage modernes. Une plate-forme de contrôle évolutive permet de renforcer le contrôle des processus sans ajouter de complexité manuelle.
De nombreuses usines utilisent des contrôleurs d'automatisation programmables, qui permettent aux opérateurs d'obtenir une réponse plus claire de la machine qu'avec un microcontrôleur de base.
- Densité et dimensions cohérentes : Le contrôle précis du rapport de mélange, de la pression et de la synchronisation des vibrations réduit les variations d'un cycle à l'autre.
- Débit plus élevé : Les séquences automatiques répétables améliorent le rendement par rapport au fonctionnement manuel et à la commande par relais.
- Réduction des rebuts et des déchets : Un contrôle plus strict du processus permet de réduire les unités fissurées, les moules insuffisamment remplis et le mauvais compactage.
- Amélioration de l'efficacité énergétique : L'optimisation de la durée de fonctionnement du moteur et la réduction des périodes de maintien réduisent la consommation d'énergie par unité.
- Simplification du travail du personnel : La commande basée sur l'IHM supprime les séquences manuelles complexes et réduit le temps de formation.
- Réduction des temps d'arrêt : Des alarmes claires et des diagnostics rapides aident les techniciens à connecter l'automate et à résoudre les problèmes plus rapidement.
- Flexibilité du produit : Les changements de paramètres permettent de passer plus rapidement d'un moule à l'autre, d'une taille à l'autre et d'une recette à l'autre sans avoir à refaire le câblage.
- Langage de programmation : Une structure de code familière facilite les mises à jour pour le personnel de l'usine et les équipes de service.
Choix et utilisation de systèmes PLC dans une briqueterie
Les performances à long terme d'une machine dépendent autant de la stratégie de contrôle que de la conception mécanique. Avant de choisir un système, les acheteurs doivent examiner l'IHM, la gestion des alarmes, l'assistance à distance et l'historique des contrôles éprouvés.
Une plate-forme robuste est importante car les usines de briques exposent l'électronique à la poussière, aux vibrations et à de longs cycles d'utilisation. Une famille de contrôleurs fiables offre aux ingénieurs une base plus solide pour les mises à niveau, les diagnostics et les futurs changements de processus.
Machine à blocs Lontto fabrique des équipements de fabrication de briques avec des commandes avancées pour une automatisation précise, une production stable, un débit plus élevé et une réduction des rebuts. L'intervention précoce des ingénieurs de contrôle permet d'aligner les spécifications de la machine sur les objectifs de l'usine.
Contact Lontto Block Machine sur la bonne configuration d'automates à briques pour votre prochain projet et vos plans de croissance à long terme.
FAQ sur les contrôleurs PLC
Les machines à briques manuelles ou à relais existantes peuvent-elles être équipées d'une commande PLC ?
Oui, de nombreuses machines à briques manuelles et à relais peuvent être mises à niveau avec un contrôle PLC. Le rétrofit remplace généralement le panneau à relais, ajoute les capteurs et actionneurs nécessaires et connecte une IHM pour le fonctionnement et l'affichage des défauts. Lontto fournit des solutions de mise à niveau et une assistance pour les anciennes machines à blocs de béton.
Quelle maintenance un système PLC nécessite-t-il dans une briqueterie ?
La maintenance des automates programmables est légère, mais elle est importante dans les environnements de production poussiéreux. Les équipes de l'usine doivent nettoyer régulièrement les armoires de commande, inspecter les connexions électriques chaque année, sauvegarder les programmes et mettre à jour les microprogrammes si nécessaire. L'étalonnage des capteurs et l'inspection des ventilateurs de refroidissement méritent une attention particulière, car ils ont tous deux une incidence sur la stabilité des performances de la machine.
Comment les automates gèrent-ils les différentes tailles de briques ou les changements de moule ?
Les automates gèrent les changements de taille ou de moule grâce à des recettes stockées sur l'IHM. Les opérateurs sélectionnent le paramètre de produit requis, puis ajustent le temps de vibration, la pression ou la vitesse d'alimentation sur l'écran. La plupart des installations effectuent ces changements sans recâblage et sans modifications mécaniques majeures.
Retour en haut de la page : Automate programmable (API) : Comment il fait fonctionner une machine à fabriquer des briques

Parlez à notre Expert en machines à briques
Contactez dès aujourd'hui notre équipe sympathique pour obtenir une estimation du prix d'une machine à blocs.

Je m'appelle Chao Zhang et je travaille dans l'industrie de la fabrication de briques depuis plus de 10 ans. J'ai une connaissance approfondie et des recherches sur différents modèles de machines de fabrication de blocs, en particulier les machines automatiques à fabriquer des briques, les machines à fabriquer des blocs de béton, les machines à fabriquer des blocs de terre comprimée, les machines à fabriquer des briques d'argile, les machines à fabriquer des briques de ciment. J'ai une connaissance particulière de ce secteur. Je peux aider mes clients à choisir la machine à briques appropriée et les assister dans la conception et la construction d'une usine de production de briques. Si vous voulez tout savoir sur les machines à fabriquer des briques, n'hésitez pas à me contacter. Je me ferai un plaisir de vous aider.